
ការណែនាំអំពីបច្ចេកវិទ្យានៃការផ្សាររលក
ឧបករណ៍ភ្ជាប់ DIP និងដំណើរការ SMD adhesive រលកពិសេសគឺជាផ្នែកមួយនៃដំណើរការសំខាន់នៃការផលិតអេឡិចត្រូនិចទំនើបនៅក្នុងឧស្សាហកម្មដំឡើង PCB ទោះបីជាវាត្រូវបានរងផលប៉ះពាល់ដោយបច្ចេកវិទ្យា SMT ប៉ុន្តែនៅតែមានសមាសធាតុអេឡិចត្រូនិចជាច្រើនដែលមិនអាចជំនួសបានទាំងស្រុង។ ដោយបច្ចេកវិជ្ជាវេចខ្ចប់ SMT ដូចជាតម្រូវការភាពជឿជាក់ខ្ពស់នៃឧបករណ៍ភ្ជាប់ដោត និងដោត កុងទ័រអេឡិចត្រូលីតដែលមានថាមពលខ្ពស់មួយចំនួន។ ដូច្នេះការផ្សាររលកក៏នឹងដើរតួយ៉ាងសំខាន់ក្នុងវិស័យផលិតកម្មអេឡិចត្រូនិចផងដែរ។
Wave soldering គឺជាបច្ចេកវិជ្ជា soldering ដោយស្វ័យប្រវត្តិទូទៅនៅក្នុងឧស្សាហកម្មអេឡិចត្រូនិច។ វាមានលក្ខណៈនៃគុណភាព soldering ដែលអាចជឿទុកចិត្តបាន, រូបរាងល្អ, ស្ថិរភាព soldering ល្អ, ប្រតិបត្តិការងាយស្រួល, ការសន្សំថាមពលនិងកាត់បន្ថយកម្លាំងពលកម្ម។

តម្រូវការបច្ចេកទេសសម្រាប់ការត្រួតពិនិត្យគុណភាពខ្ពស់នៃ
ទិដ្ឋភាពទូទៅនៃការ soldering រលកDIP
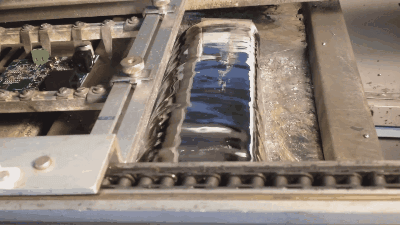
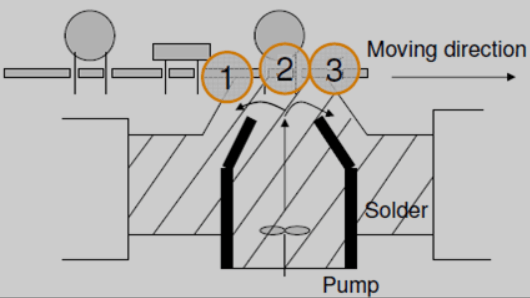
Wave soldering គឺជាដំណើរការ solder ដែល solder រាវរលាយ ដោយមានជំនួយពីស្នប់ បង្កើតជារលក soldering ជាក់លាក់មួយនៅលើផ្ទៃនៃ solder tank ហើយ PCB ដែលមានធាតុផ្សំត្រូវបានដាក់នៅលើខ្សែបញ្ជូន សន្លាក់ soldering ត្រូវបានដឹង។ ដោយឆ្លងកាត់នៅមុំជាក់លាក់មួយ និងជម្រៅនៃការជ្រមុជជាក់លាក់មួយ។
Wave soldering ត្រូវបានប្រើដើម្បីធ្វើបន្ទះសៀគ្វីបោះពុម្ពដែលបានផ្គុំគ្នាក្នុងការផលិត PCBA ជាបាច់។ វាត្រូវបានគេហៅថា wave soldering ដោយសារវាប្រើការ soldering ដូចរលក។ ត្រូវបានប្រើជាចម្បងសម្រាប់សមាសធាតុតាមរយៈរន្ធ និងផ្នែក SMD soldering នៃដំណើរការ SMD adhesive (កាវក្រហម) ក្នុងករណីចុងក្រោយនេះ មុនពេលដែលតាមរយៈឡដុតរលាយ តាមរយៈម៉ាស៊ីនដាក់ SMT សមាសធាតុ និងសារធាតុស្អិតជាប់លើផ្ទៃដែលបានបោះពុម្ព។ បន្ទះសៀគ្វី (PCB) ។
Wave soldering គឺដើម្បីធ្វើឱ្យផ្ទៃ soldering នៃ plug-in PCBA circuit board ទាក់ទងដោយផ្ទាល់ជាមួយសំណប៉ាហាំងរាវសីតុណ្ហភាពខ្ពស់ ដើម្បីសម្រេចបាននូវគោលបំណងនៃការ soldering សំណប៉ាហាំងរាវសីតុណ្ហភាពខ្ពស់ដើម្បីរក្សា bevel និងដោយឧបករណ៍ពិសេសដើម្បីបង្កើតស្រដៀងគ្នា។ រលកនៃបាតុភូតសំណប៉ាហាំងរាវ ដែលត្រូវបានគេហៅថា "រលករលាយ" ។
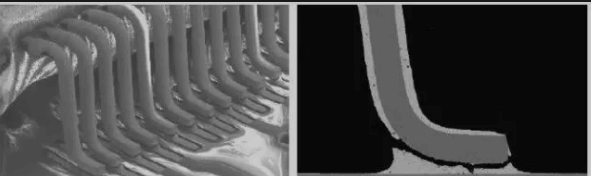
ខាងក្រោមនេះគឺជាដ្យាក្រាមគំនូសតាងដែលបង្ហាញពីរលកនៃការបិទភ្ជាប់សារធាតុរលាយដែលឆ្លងកាត់ផ្ទៃខាងក្រោមនៃបន្ទះ ដែលធ្វើឱ្យបន្ទះ PCB និងម្ជុលសមាសធាតុត្រូវបាន soldered យ៉ាងពេញលេញ និងភ្ជាប់យ៉ាងរឹងមាំ។
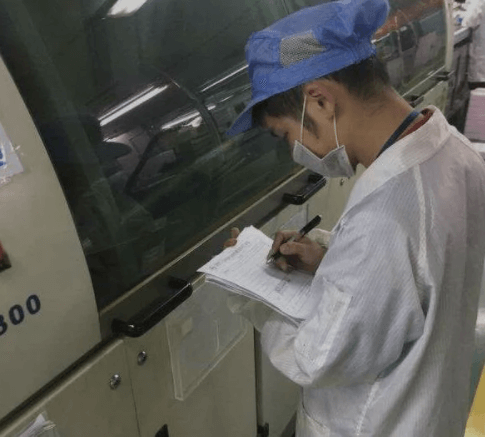
តម្រូវការត្រួតពិនិត្យ
ដំណើរការនៃការ soldering រលកជាចម្បងអាចត្រូវបានបែងចែកជាដំណាក់កាលជាច្រើននេះ: ដំឡើង fixture, flux coating, preheating (សីតុណ្ហភាព 90-100 ℃, ប្រវែង 1-1.2m), soldering និង cooling ។
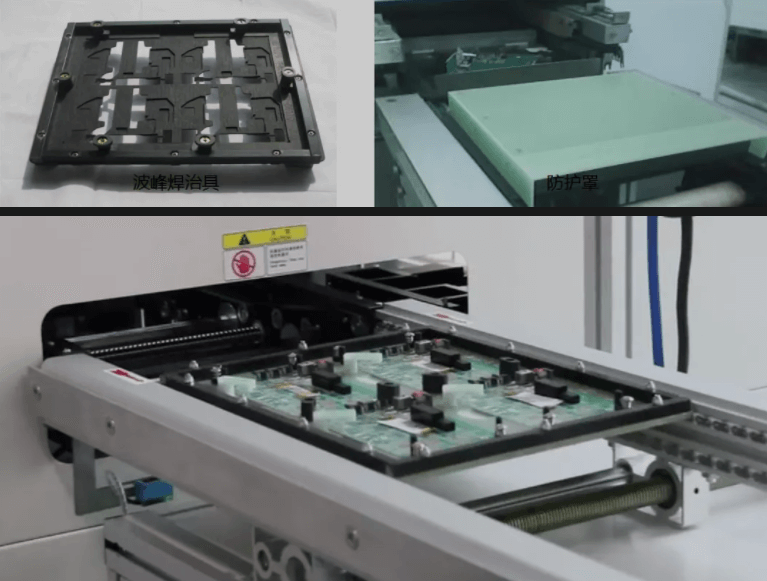
1. ដំឡើងឧបករណ៍៖
Wave soldering ទាមទារភាពរាបស្មើខ្ពស់នៃបន្ទះ PCB ហើយកម្រាស់នៃបន្ទះ PCB នៃសមាសធាតុអគ្គិសនីរបស់រថយន្តជាទូទៅមានត្រឹមតែ 1.6mm ដូច្នេះតម្រូវការ warpage ខ្លួនវាគឺខ្ពស់ណាស់។ នៅក្នុងដំណើរការនៃការ soldering រលក, ការយកចិត្តទុកដាក់បន្ថែមទៀតគួរតែត្រូវបានបង់ទៅកម្រិតនៃការត្រួតពិនិត្យការខូចទ្រង់ទ្រាយកម្ដៅ។ ឧបករណ៍គៀបដែលបានដំឡើងនៅលើ PCB ដែលត្រូវបាន solder អាចកំណត់កម្រិតនៃការខូចទ្រង់ទ្រាយកម្ដៅនៃស្រទាប់ខាងក្រោម និងការពារការកើតឡើងនៃបាតុភូត soldering ដូច្នេះដើម្បីធានាបាននូវស្ថេរភាពនៃប្រសិទ្ធិភាព soldering ដែលមានសារៈសំខាន់ជាពិសេសសម្រាប់ PCB ស្តើងជាងនេះ។ សំណល់សំណប៉ាហាំងដែលខ្ចាត់ខ្ចាយជាញឹកញាប់ត្រូវបានទុកនៅលើ PCB កំឡុងពេលដំណើរការរលក វាអាចត្រូវបានចាត់ទុកថាបន្ថែមគម្របការពារនៅលើឧបករណ៍។ ទន្ទឹមនឹងនេះដែរ ថាតើឧបករណ៍ត្រូវបានសម្អាតជាទៀងទាត់ក៏ត្រូវការការយកចិត្តទុកដាក់ផងដែរ។
2. លំហូរនៃថ្នាំកូត៖
មុខងាររបស់ flux មានដូចខាងក្រោម៖
● សម្អាតអុកស៊ីដដែលអាចមាននៅលើផ្ទៃនៃបន្ទះ PCBA ដែលរង់ចាំ solderinrg;
●ការពារការកត់សុីឡើងវិញនៃផ្ទៃលោហៈ;
● កាត់បន្ថយភាពតានតឹងលើផ្ទៃនៃវត្ថុរាវ ធ្វើអោយប្រសើរឡើងនូវសមត្ថភាពនៃការសាយភាយ។
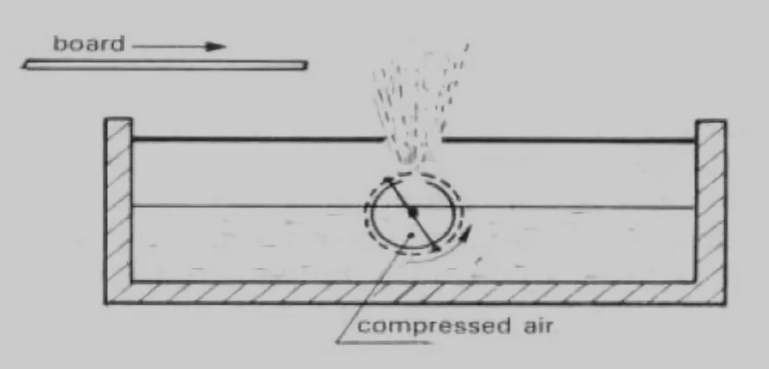
ឥឡូវនេះការប្រើប្រាស់ទូទៅនៃប្រព័ន្ធបាញ់សម្រាប់ការបាញ់ flux ដំណើរការនៃតម្រូវការដើម្បីផ្តោតលើការគ្រប់គ្រងគឺបរិមាណនៃថ្នាំកូតនិងឯកសណ្ឋាន, នោះគឺ, តម្រូវការនៃថ្នាំកូតឯកសណ្ឋាន, និងបរិមាណនៃ flux coating គឺមធ្យម។ លំហូរមិនគ្រប់គ្រាន់ឬមិនស្មើគ្នា ថ្នាំកូតអាចបណ្តាលឱ្យមានដំណើរការមិនគ្រប់គ្រាន់នៃបន្ទះដែលបណ្តាលឱ្យមានការខកខាន និងដំណើរការមិនល្អ។

ចំណុចសំខាន់នៃការគ្រប់គ្រងមានដូចខាងក្រោម៖
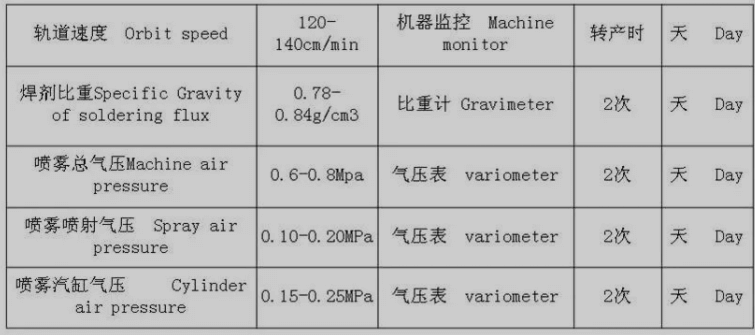
ប៉ារ៉ាម៉ែត្រត្រួតពិនិត្យសំខាន់ៗមួយចំនួនដែលប៉ះពាល់ដល់ការស្រោប flux រួមមានសម្ពាធខ្យល់ ទំនាញជាក់លាក់នៃលំហូរ (ការប្រមូលផ្តុំ) ល្បឿនផ្ទេរ។ល។ ប៉ារ៉ាម៉ែត្រទាំងនេះត្រូវតែឆ្លុះបញ្ចាំងនៅក្នុងការត្រួតពិនិត្យដំបូង។
សម្រាប់ឯកសណ្ឋាននៃថ្នាំកូត flux ក្រដាសទូរសារអាចត្រូវបានបិទភ្ជាប់នៅផ្នែកខាងក្រោមនៃ PCB ។ ដោយការប្រៀបធៀបផ្ទៃ និងដង់ស៊ីតេនៃដាននៃការបាញ់ថ្នាំ flux ជាមួយនឹងគំនូរស្តង់ដារ ការត្រួតពិនិត្យមើលឃើញអាចត្រូវបានអនុវត្ត។ ដោយប្រើវិធីនេះ បរិមាណបាញ់អាចត្រូវបានកំណត់ដោយថ្លឹងមុន និងក្រោយពេលបាញ់ថ្នាំ និងគណនាការផ្លាស់ប្តូរទម្ងន់ ដែលអាចប្រើជាឯកសារយោងសម្រាប់មូលដ្ឋានវិនិច្ឆ័យ។
3. កំដៅមុន:
មុខងារនៃការកំដៅមុនរួមមាន:
ការហួតយឺតនៃលំហូរ
ការកំដៅមុនមិនគ្រប់គ្រាន់អាចបណ្តាលឱ្យសារធាតុរំលាយរាវនៅក្នុងលំហូរទៅជាចំហាយទឹកយ៉ាងខ្លាំងនៅពេលដែលវាឈានដល់កម្រិតកំពូលនៃរលក ដែលបណ្តាលឱ្យមានស្នាមប្រេះ និងសំណប៉ាហាំង។ ការឡើងកំដៅមុនច្រើនពេកនឹងធ្វើឱ្យសារធាតុសកម្មនៃសារធាតុរាវហួតមុនអាយុ និងបាត់បង់ឥទ្ធិពលសើម ដែលបណ្តាលឱ្យមានស្ពាន ឬចង្អុលកំឡុងពេលផ្សារ។
កាត់បន្ថយភាពតានតឹងកំដៅដែលផលិតកំឡុងពេលផ្សារ
នៅក្នុងករណីនៃការកំដៅមុនមិនគ្រប់គ្រាន់ ភាពតានតឹងកម្ដៅដែលបណ្តាលមកពីកំដៅភ្លាមៗកំឡុងពេលផ្សារអាចបណ្តាលឱ្យខូចខាតដល់សមាសធាតុមួយចំនួន។
ដូចដែលបានរៀបរាប់ខាងលើ ចំណុចត្រួតពិនិត្យសំខាន់សម្រាប់ដំណើរការនេះគឺ សីតុណ្ហភាពកំដៅមុន និងពេលវេលាកំដៅមុន។
សីតុណ្ហភាពកំដៅទូទៅគឺ 90 ~ 130 ℃ ហើយពេលវេលាកំដៅមុនគឺ 1 ~ 3 នាទី ដំណើរការកំដៅត្រូវបានគ្រប់គ្រងយ៉ាងល្អ ដែលមានប្រយោជន៍ក្នុងការទប់ស្កាត់ការរលាយមិនល្អ កាត់បន្ថយផលប៉ះពាល់កម្ដៅនៃរលកកំពូលនៅលើស្រទាប់ខាងក្រោម និងដោះស្រាយយ៉ាងមានប្រសិទ្ធភាព។ warpage, delamination និង deformation នៃ PCB នៅក្នុងដំណើរការ soldering PCB ។
៤-ការលាបថ្នាំ៖
ដំណើរការផ្សារដែក៖
(1) បន្ទះ PCB នៅក្នុងតំបន់ចូលចាប់ផ្តើមទាក់ទងជាមួយកំពូលរលកនៅមុំ និងជម្រៅជាក់លាក់មួយ។
(2) តំបន់ផ្ទេរកំដៅគឺនៅចន្លោះផ្នែកចូល និងតំបន់បំបែក ហើយបន្ទះសៀគ្វីមានទំនាក់ទំនងផ្ទាល់ជាមួយ solder paste ។ ទោះបីជាផ្នែកដែលទាក់ទងជាមួយសំណប៉ាហាំងរលាយអាចឈានដល់សីតុណ្ហភាពនៃការបិទភ្ជាប់ soldering ភ្លាមៗក៏ដោយ ប៉ុន្តែដើម្បីឱ្យការរលាយកាន់តែប្រសើរ ត្រូវការពេលវេលាបន្ថែមទៀត។
(2) នៅក្នុងតំបន់រត់ចេញ ការបិទភ្ជាប់ solder លើសនឹងត្រូវបានទាញត្រឡប់មកវិញទៅក្នុងឆានែលបិទភ្ជាប់ solder ។
នៅក្នុងដំណើរការ soldering មានកត្តាជាច្រើនដែលប៉ះពាល់ដល់គុណភាពនៃការ soldering ។ ប៉ារ៉ាម៉ែត្រដែលត្រូវយកចិត្តទុកដាក់រួមមានសីតុណ្ហភាព soldering, ល្បឿនបញ្ជូន, មុំគន្លង, កម្ពស់កំពូលរលកនិងដូច្នេះនៅលើ។
- សីតុណ្ហភាពនៃការផ្សារនៅពេលដែលសីតុណ្ហភាពផ្សារទាបពេក អត្រានៃការពង្រីក និងសំណើមរបស់ solder នឹងកាន់តែអាក្រក់ទៅៗ ដូច្នេះហើយបន្ទះ solder ឬ pins សមាសធាតុមិនអាចសើមបានពេញលេញ ដែលបណ្តាលឱ្យមានពិការភាពដូចជា solder មិនល្អ។ នៅពេលដែលសីតុណ្ហភាព soldering ខ្ពស់ពេកវាបង្កើនល្បឿនអុកស៊ីតកម្មនៃបន្ទះ, ម្ជុលនៃសមាសភាគ, ដែលងាយស្រួលក្នុងការបង្កើត soldering មិនពិត។
- ល្បឿនបញ្ជូន រលកបិទភ្ជាប់នៅក្នុងតំបន់ abscission គួរតែរលូនតាមដែលអាចធ្វើទៅបាន ដូច្នេះល្បឿននៃខ្សែក្រវ៉ាត់ conveyor មិនគួរខ្ពស់ពេកទេ។
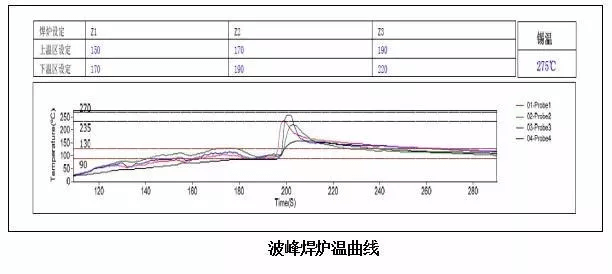
ប៉ារ៉ាម៉ែត្រធម្មតានៃការ soldering រលក: សីតុណ្ហភាព furnace 275 ℃, ល្បឿនខ្សែសង្វាក់ 1300 សង់ទីម៉ែត្រ / នាទី, ខ្សែកោងសីតុណ្ហភាព furnace soldering រលកមានស្ថេរភាព (ដូចបង្ហាញក្នុងរូបភាពខាងក្រោម) ។
- Track Angle ពេលវេលាទំនាក់ទំនងរវាង PCB និង wave crest អាចត្រូវបានគ្រប់គ្រងដោយការលៃតម្រូវមុំនៃបទ ហើយទំនោរត្រឹមត្រូវជួយបំបែកអង្គធាតុរាវចេញពី PCB លឿនជាងមុន។ នៅពេលដែលមុំជ្រលក់តូចពេក ស្ពានងាយនឹងលេចចេញមក។ មុំជ្រលក់ធំពេក ទោះបីវាអំណោយផលដល់ការលុបបំបាត់ស្ពានក៏ដោយ ប៉ុន្តែបន្ទះបិទភ្ជាប់តូចពេក ងាយស្រួលក្នុងការបង្កើតការបិទភ្ជាប់មិនពិត។ ទំនោរគន្លងគួរត្រូវបានគ្រប់គ្រងចន្លោះពី 5° និង 7°។
- Wave crest heightWave crest height សំដៅលើកម្ពស់បិទភ្ជាប់របស់ PCB នៅក្នុងការ soldering រលក ដែលជាធម្មតាត្រូវបានគ្រប់គ្រងក្នុង 1/2 ~ 2/3 នៃកម្រាស់នៃបន្ទះ PCB ។ កម្ពស់ខ្ពស់ហួសហេតុពេកបណ្តាលឱ្យដែករលាយហូរទៅលើផ្ទៃនៃ PCB បង្កើតជា "សន្លាក់សំណប៉ាហាំង" ។ កម្ពស់នៃរលកអាចផ្លាស់ប្តូរដោយសារតែការឆ្លងកាត់នៃពេលវេលាធ្វើការ soldering ដែលគួរតែត្រូវបានកែដំរូវឱ្យបានត្រឹមត្រូវនៅក្នុងដំណើរការ soldering ។ ឧបករណ៍ដែលប្រើជាទូទៅសម្រាប់វាស់កម្ពស់រលកគឺ រង្វាស់ជម្រៅ ឬកញ្ចក់សីតុណ្ហភាពខ្ពស់។
ដំណើរការ soldering គឺជាដំណើរការដំណើរការកម្ដៅ ប្រសិទ្ធិភាព solder ល្អ ចាំបាច់ត្រូវពិចារណារូបមន្ត solder, flux, សមាសភាគ និងការផ្គូផ្គង PCB, ការរចនា និងប៉ារ៉ាម៉ែត្រត្រួតពិនិត្យដំណើរការ។ វាអាចមានហេតុផលជាច្រើនសម្រាប់លទ្ធផលមិនល្អ។ បន្ទាប់មកទៀត យើងបានប្រមូលនូវការអនុវត្តជាក់ស្តែង និងទូទៅមួយចំនួន វិធីសាស្រ្តវិភាគសម្រាប់មូលហេតុ និងការផ្តល់យោបល់សម្រាប់ការកែលម្អ។
ស្ពាន។
ស្ពានគឺជាបន្ទះ solder នៅជាប់គ្នាដែលមិនគួរត្រូវបានភ្ជាប់ជាមួយគ្នាដោយការបិទភ្ជាប់ solder ។ ការតភ្ជាប់នេះត្រូវបានចងដើម្បីបណ្តាលឱ្យដាច់ចរន្តអគ្គិសនី។
ការទប់ស្កាត់ស្ពានគួរតែចាប់ផ្តើមពីប្រភព – ការរចនា ដូច្នេះការវិភាគ DFM គឺមានសារៈសំខាន់ជាពិសេស។ ប្រសិនបើសមាសធាតុ PTH ដែលមានទីលានមិនតិចជាង 2mm ត្រូវបានជ្រើសរើសនោះ ការជ្រៀតចូលនៃម្ជុល soldering មិនត្រូវលើសពី 2mm គម្លាតនៃចិញ្ចៀនទង់ដែងមិនត្រូវតិចជាង 0.5mm របាំង solder ពណ៌សត្រូវបន្ថែមរវាងចិញ្ចៀនទង់ដែង។
ប្រសិនបើទីលាននៃធាតុផ្សំតូចពេក ហើយគម្លាតរវាងចិញ្ចៀនទង់ដែងតូចពេក វាត្រូវបានណែនាំអោយកាត់ម្ជុលដែកចេញជា 0.5mm ហើយបន្ថែមសំណប៉ាហាំង (យ៉ាន់ស្ព័រទីតានីញ៉ូម បន្ទះនីកែល) តាមការសមស្រប។ ទីតាំងនៅក្នុងថាសដើម្បីកាត់បន្ថយហានិភ័យនៃស្ពាន។
សីតុណ្ហភាពបិទភ្ជាប់ solder រលាយទាប ភាពរលោងនៃការបិទភ្ជាប់ solder រលាយគឺមិនល្អនឹងបណ្តាលឱ្យមានស្ពាន; សីតុណ្ហភាព preheating ទាប សីតុណ្ហភាព soldering មិនគ្រប់គ្រាន់ ក៏នឹងបណ្តាលឱ្យស្ពានផងដែរ។
ល្បឿនខ្សែសង្វាក់គួរតែសមរម្យ។ ល្បឿនខ្សែសង្វាក់ទាបពេកអាចបង្កើនល្បឿននៃការប្រើប្រាស់ flux ដែលបណ្តាលឱ្យមានការថយចុះនៃការសើមនៃ solder ដែលជាលទ្ធផលនៅក្នុងស្ពាន។
ការជំនួសលំហូរសកម្មជាងមុននឹងជួយកាត់បន្ថយការជ្រាបចូល ដោយសារលំហូរសកម្មនឹងបង្កើនសំណើម។
សន្លាក់ត្រជាក់
សន្លាក់ត្រជាក់គឺដោយសារតែខ្វះកំដៅ និងហេតុផលផ្សេងទៀតសម្រាប់សន្លាក់ solder មើលទៅមិនសូវល្អ ប្រផេះ និងជ្រីវជ្រួញ។
ពិការភាពបែបនេះច្រើនតែកើតឡើងដោយសារការខ្វះកំដៅ ធ្វើឱ្យពេលវេលានៃការរលាយខ្លី ដែលបណ្តាលឱ្យសន្លាក់ដែកប្រផេះ។ ការបង្កើនពេលវេលា solder ឱ្យបានត្រឹមត្រូវ ការលៃតម្រូវសីតុណ្ហភាព preheating និងសីតុណ្ហភាពរលាយ solder គឺមានប្រយោជន៍ក្នុងការធ្វើឱ្យប្រសើរឡើងនូវពិការភាព។ ប្រសិនបើសន្លាក់ solder ហាក់ដូចជាខូចនិងមិនស្មើគ្នា មូលហេតុភាគច្រើនគឺដោយសារធាតុផ្សំនឹងញ័រនៅពេលដែល solder ហៀបនឹងត្រជាក់ដើម្បីបង្កើតជា សន្លាក់ solder ។ ក្នុងករណីនេះត្រូវយកចិត្តទុកដាក់ថាតើមានការរំញ័រមិនធម្មតានៃ pawls.Oxidation ឬការចម្លងរោគនៃផ្ទៃ soldering ក៏អាចនាំឱ្យ Cold Joints ដែលត្រូវការការត្រួតពិនិត្យយ៉ាងតឹងរ៉ឹងលើការការពារកំឡុងពេលផ្ទុកនិងចលនានៃវត្ថុធាតុចូល។

ពិការភាពបែបនេះច្រើនតែកើតឡើងដោយសារការខ្វះកំដៅ ធ្វើឱ្យពេលវេលានៃការរលាយខ្លី ដែលបណ្តាលឱ្យសន្លាក់ដែកប្រផេះ។ ការបង្កើនពេលវេលា solder ឱ្យបានត្រឹមត្រូវ ការលៃតម្រូវសីតុណ្ហភាព preheating និងសីតុណ្ហភាពរលាយ solder គឺមានប្រយោជន៍ក្នុងការធ្វើឱ្យប្រសើរឡើងនូវពិការភាព។ ប្រសិនបើសន្លាក់ solder ហាក់ដូចជាខូចនិងមិនស្មើគ្នា មូលហេតុភាគច្រើនគឺដោយសារធាតុផ្សំនឹងញ័រនៅពេលដែល solder ហៀបនឹងត្រជាក់ដើម្បីបង្កើតជា សន្លាក់ solder ។ ក្នុងករណីនេះត្រូវយកចិត្តទុកដាក់ថាតើមានការរំញ័រមិនធម្មតានៃ pawls.Oxidation ឬការចម្លងរោគនៃផ្ទៃ soldering ក៏អាចនាំឱ្យ Cold Joints ដែលត្រូវការការត្រួតពិនិត្យយ៉ាងតឹងរ៉ឹងលើការការពារកំឡុងពេលផ្ទុកនិងចលនានៃវត្ថុធាតុចូល។
សំណល់ Flux
សំណល់ Flux កើតឡើងនៅពេលដែល flux មិនត្រូវបានយកចេញទាំងស្រុងពី solder ។ ការច្រេះនៃលំហូរនឹងប៉ះពាល់ដល់ភាពជឿជាក់នៃសន្លាក់ solder ។
សំណល់ flux អាចត្រូវបានកាត់បន្ថយដោយកាត់បន្ថយបរិមាណបាញ់ថ្នាំ flux ឬបង្កើនសីតុណ្ហភាព preheating ឱ្យបានត្រឹមត្រូវ និងបង្កើនការប្រើប្រាស់ flux ។
ជ័រ rosin សារធាតុរឹងនៅក្នុង flux ច្រើនពេក ឬគុណភាពមិនល្អ វាងាយនឹងធ្វើអោយសំណល់ច្រើនពេកអាចជំនួស flux ទៅតាមផលិតផលបាន។
ការបង្កើនពេលវេលាក្នុងការបង្កើនការប្រើប្រាស់ flux ក៏អាចកាត់បន្ថយសំណល់លំហូរដែរ។
សំណល់ flux អាចត្រូវបានកាត់បន្ថយដោយកាត់បន្ថយបរិមាណបាញ់ថ្នាំ flux ឬបង្កើនសីតុណ្ហភាព preheating ឱ្យបានត្រឹមត្រូវ និងបង្កើនការប្រើប្រាស់ flux ។
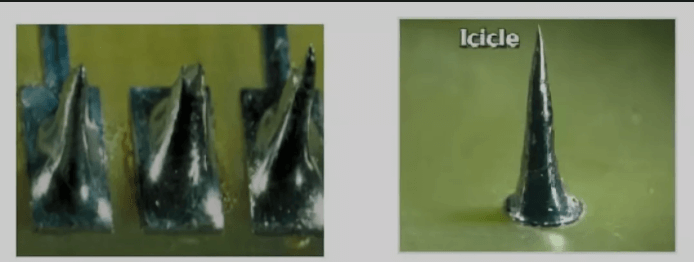
លីស៊ីល
Lcicle គឺជាសន្លាក់រាងសាជី ឬក្រចកមិនប្រក្រតី។ មូលហេតុចម្បងនៃការទាញចំណុចគឺថា solder មិនចុះកិច្ចសន្យានៅពេលដែលវាត្រូវបាន cooled ។ សន្លាក់ solder បែបនេះអាចនៅជិតពេកទៅនឹងចានដែលនៅជាប់គ្នាកំឡុងពេលដំឡើងប្រព័ន្ធ ដើម្បីបំពានលើតម្រូវការបោសសំអាតអគ្គិសនីអប្បបរមា ឬសៀគ្វីខ្លី។
Lcicle មានទំនាក់ទំនងផ្ទាល់ដ៏អស្ចារ្យជាមួយសីតុណ្ហភាពកំដៅមុនកំដៅទាបសីតុណ្ហភាពរលាយ solder ទាបនឹងធ្វើឱ្យបន្ទាប់ពីកំពូលដោយសារតែសីតុណ្ហភាពមិនគ្រប់គ្រាន់ solder paste រលាយមិនអាចរួញប្រកបដោយប្រសិទ្ធភាព។ សីតុណ្ហភាពរលាយទាបបង្កើន viscosity នៃ solder រលាយនិងបង្កើនការបង្កើត lcicle ។ វាត្រូវបានផ្ដល់អនុសាសន៍ឱ្យកំណត់ខ្សែកោងសីតុណ្ហភាពដែលបានវាស់ឡើងវិញ។
Flux ក៏មានអ្វីដែលត្រូវធ្វើជាមួយ Lcicle ផងដែរ។ នៅពេលដែលសកម្មភាពរបស់ flux មិនគ្រប់គ្រាន់ ឬកំហាប់ថយចុះ លំហូរគឺមិនមានសមត្ថភាពក្នុងការ deoxidize និងកាត់បន្ថយភាពតានតឹងលើផ្ទៃ ដូច្នេះ solder molten មិនអាចរួញមានប្រសិទ្ធិភាពនៅពេលចាកចេញពី furnace សំណប៉ាហាំង។ ការបង្កើនកំហាប់លំហូរ សកម្មភាព និងបរិមាណនៃការបាញ់ថ្នាំ ការបង្កើនសម្ពាធនៃការបាញ់ថ្នាំ flux និងការធ្វើអោយប្រសើរឡើងនូវការជ្រៀតចូលរបស់វា សុទ្ធតែមានប្រយោជន៍ក្នុងការលុបបំបាត់ Lcicle។ នៅពេលដែលខ្សែសង្វាក់មានល្បឿនលឿនពេក សារធាតុ solder លើសអាចមិនត្រូវបានទាញត្រឡប់ទៅចង្ក្រាន solder ដែលបណ្តាលឱ្យ Lcicle.Individual ដោយសារ ទៅប្រវែងនៃម្ជុល solder ដែលបណ្តាលមកពី lcicle ម្ជុល solder គួរតែត្រូវបានកាត់ឱ្យខ្លី។ វាត្រូវបានណែនាំថាការជ្រៀតចូល (L) នៃម្ជុល solder មិនគួរធំជាង 2mm ។
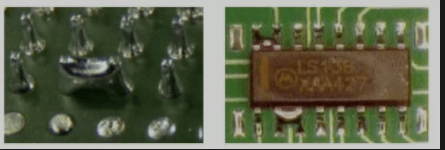
ម្ជុលរបស់ QFP ត្រូវបានលាប
ការរបូតម្ជុល QFP ដោយសារតែការ soldering មិនគ្រប់គ្រាន់ ការថយចុះកម្លាំងសន្លាក់ដោយសារតែការ soldering មិនគ្រប់គ្រាន់ក្នុងអំឡុងពេល soldering រលក ផ្នែក soldering reflow នឹងរលាយម្តងទៀត ហើយ warpage នៃស្រទាប់ខាងក្រោមក្នុងអំឡុងពេល soldering និងសម្ពាធកំឡុងពេលជួបប្រជុំគ្នានឹងធ្វើឱ្យសន្លាក់របកចេញ បោះពុម្ពបរិមាណត្រឹមត្រូវនៃ solder ( កម្រាស់ stencil, តំបន់បើក) លៃតម្រូវតំបន់រចនានៃបន្ទះ solder (ដើម្បីធានាថាសន្លាក់ solder ពេញលេញត្រូវបានបង្កើតឡើង)
Mចេញក្នុងការ soldering
ការបិទភ្ជាប់ solder មិនសើមម្ជុល solder និង pads និងមិនបង្កើតការតភ្ជាប់ solder មានប្រសិទ្ធិភាព។
នៅពេលដែលប្រវែងនៃម្ជុល solder គឺតិចជាងកម្រាស់នៃបន្ទះ PCB, solder ខ្សោយ និងបាត់ទំនងជានឹងកើតឡើង។ ដូច្នេះ ដើម្បីធ្វើការងារបានល្អរបស់ DFM សូមជ្រើសរើសសមាសធាតុដែលមានម្ជុល soldering ដែលអាចជ្រាបចូលទៅក្នុងផ្ទៃ soldering យ៉ាងហោចណាស់ (L) 0.5mm ។ នៅពេលដែលមិនមានគម្លាតរវាងផ្ទៃខាងក្រោមនៃសមាសធាតុតាមរន្ធ និងផ្ទៃ PCB នោះឧស្ម័នដែលហួតដោយលំហូរនៅសីតុណ្ហភាពខ្ពស់មិនមានបណ្តាញដើម្បីគេចចេញទេ ហើយវានៅតែមាននៅក្នុងរន្ធ និងការពារ solder ពីការសើមជញ្ជាំងរន្ធ។ . ដូច្នេះហើយ សមាសធាតុដែលបានជ្រើសរើសត្រូវតែជ្រើសរើសសមាសធាតុដែលមានចន្លោះ។ ការកត់សុី និងការចម្លងរោគនៃម្ជុល soldering និងតាមរយៈរន្ធនឹងកាត់បន្ថយភាពងាយរលាយរបស់វា ហើយនៅទីបំផុតនាំទៅរកការបាត់ soldering ។ ដូច្នេះ ការការពារវត្ថុធាតុចូលគឺជាវិធានការសំខាន់មួយដើម្បីធានាបាននូវគុណភាពនៃការរលាយ។ ឥទ្ធិពលនៃការដាក់ស្រមោលនៃបន្ទះឈើក៏អាចបណ្តាលឱ្យបាត់បង់ការរលាយផងដែរ។ ក្នុងករណីនេះ ការធ្វើឱ្យថាសស្តើង បង្កើនការបើករបស់ថាស (ចន្លោះរវាងបន្ទះ soldering និងជញ្ជាំងខាងក្រៅនៃថាសមិនគួរតិចជាង 2.5mm) ហើយការប្រើសមា្ភារៈយ៉ាន់ស្ព័រទីតានីញ៉ូមស្តើងជាងអាចធ្វើអោយការរលាយបាត់។

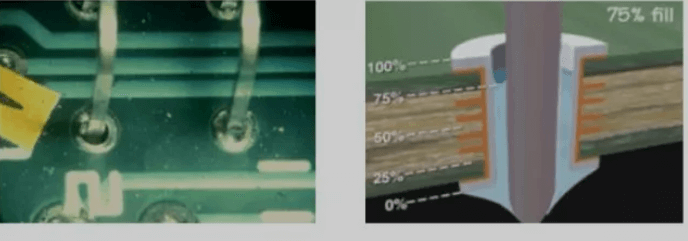
ការបិទភ្ជាប់ solder មិនត្រូវបានបំពេញពេញលេញនៃសមាសធាតុ PTH ទេ។
ការបិទភ្ជាប់ solder មិនគ្រប់គ្រាន់នៅក្នុងរន្ធ សំដៅលើកម្ពស់នៃការបំពេញ solder នៅក្នុងរន្ធនេះមិនបំពេញតាមតម្រូវការរបស់ IPC (50% ឬ 75% នៃកម្រាស់ PCB) ឬមិនបំពេញតាមតម្រូវការរបស់អតិថិជន ដែលប៉ះពាល់ដល់ភាពជឿជាក់នៃការ soldering ។
ប្រសិនបើពិការភាពតែងតែកើតឡើងលើសមាសធាតុដូចគ្នា ហេតុផលអាចមកពីការរចនាថាសមានឥទ្ធិពលដាក់ស្រមោល (ចន្លោះតូចពេករវាងជញ្ជាំងខាងក្រៅនៃគ្រឿង និងផ្ទៃដែលបិទភ្ជាប់) ដែលកាត់បន្ថយតំបន់ទំនាក់ទំនងរវាងបន្ទះដែករលាយ និង ផ្ទៃដែលត្រូវលាប។ វិធានការកែលម្អនៅចំណុចនេះគឺដើម្បីស្តើងផ្នែកខ្លះនៃបន្ទះ (សម្ភារៈថ្មសំយោគដែលមានកម្រាស់អប្បបរមា 0.5mm) ឬប្រើយ៉ាន់ស្ព័រទីតានីញ៉ូមស្តើងជាង (មានកម្រាស់អប្បបរមា 0.2mm)។
អុកស៊ីតកម្ម និងការបំពុលលើផ្ទៃ soldering ក៏នឹងនាំឱ្យមានការបិទភ្ជាប់មិនគ្រប់គ្រាន់សម្រាប់ solder ។ នៅពេលនេះការវិភាគធាតុគួរតែត្រូវបានអនុវត្តនៅលើម្ជុលសមាសភាគឬផ្ទៃនៃជញ្ជាំងរន្ធដើម្បីរកឱ្យឃើញការបំពុលនិងប្រភពបំពុល។ ជាការពិតណាស់ ការជ្រើសរើសលំហូរសកម្មជាងនេះនឹងជួយសម្រាលបញ្ហា។
ទំហំរន្ធមិនត្រូវគ្នាទេ ហើយការភ្ជាប់រវាងរន្ធតាមរយៈរន្ធ និងបន្ទះទង់ដែងដែលមានដីធំ ក៏នឹងនាំឱ្យមានការបំពេញមិនគ្រប់គ្រាន់ ជាពិសេសសម្រាប់ឧបករណ៍ផ្ទុកអេឡិចត្រូលីតធំ។ ស្ថានភាពនេះចាំបាច់ត្រូវកែលម្អដោយការរចនា DFM ជាមុន។
សីតុណ្ហភាពក៏ជាកត្តាមួយផងដែរ។ នៅពេលដែលកំដៅមុនមិនគ្រប់គ្រាន់ សកម្មភាពលំហូរថយចុះ។ សីតុណ្ហភាព soldering មិនគ្រប់គ្រាន់នឹងបណ្តាលឱ្យការបំពេញមិនគ្រប់គ្រាន់ នេះតម្រូវឱ្យមានការបង្កើនសីតុណ្ហភាព និងកំណត់ខ្សែកោងសីតុណ្ហភាព soldering ឡើងវិញ។
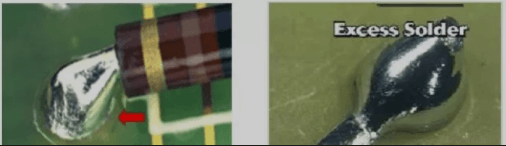
Solder លើស
លក្ខណៈនៃ solder លើសគឺថា solder នឹងរុំម្ជុល soldering ទាំងស្រុងហើយមុំសើមគឺធំជាង 90 ដឺក្រេ។
ប្រសិនបើ solder លើសគឺជាបាច់ទាំងមូល ការត្រួតពិនិត្យដំបូងគឺកត្តាសីតុណ្ហភាព។ សីតុណ្ហភាពកំដៅទាបពេកនឹងធ្វើឱ្យ viscosity ខ្ពស់នៃ solder លើស។ វាត្រូវបានស្នើឱ្យធ្វើឱ្យប្រសើរឡើងវិញនូវខ្សែកោងសីតុណ្ហភាព soldering ។
មាតិកាទង់ដែងនៅក្នុងឡដែលមានជាតិដែកខ្ពស់ពេកនឹងធ្វើឱ្យសំណប៉ាហាំងនៅក្នុងឡដុតសំណប៉ាហាំងមាន viscosity រលាយកើនឡើង ដែលបណ្តាលឱ្យមានជាតិដែកលើស។ វាត្រូវបានណែនាំថាមាតិកាទង់ដែងនៃការបិទភ្ជាប់រលាយគួរតែត្រូវបានត្រួតពិនិត្យជាទៀងទាត់ដើម្បីធានាថាមាតិកាទង់ដែងស្ថិតនៅក្នុងជួរដែលអាចគ្រប់គ្រងបាន។
ប្រសិនបើប៉ារ៉ាម៉ែត្របរិក្ខារមានលក្ខណៈធម្មតានោះភាពអាចរលាយនៃ PCB គួរតែត្រូវបានពិចារណា។ ដោយសារតែការកត់សុី និងការបំពុលខ្លាំងពេកនៃបន្ទះ និងរន្ធ ភាពងាយរលាយគឺអន់ណាស់ ដែលនាំឱ្យ solder លើសមិនអាចសើមផ្ទៃ soldering បានពេញលេញ និងអាចបង្កើតបានតែការរុំមួយ។ ក្នុងករណីនេះវាត្រូវបានស្នើឱ្យធ្វើការវិភាគ solderability នៃ PCB ។ ប្រសិនបើចាំបាច់ ការធ្វើតេស្ត SEM និង EDX អាចត្រូវបានបន្ថែមដើម្បីជំរុញឱ្យក្រុមហ៊ុនផលិតក្តារធ្វើឱ្យប្រសើរឡើងនូវដំណើរការផលិតដើម្បីកែលម្អគុណភាពនៃបន្ទះ PCB និងការការពារការដឹកជញ្ជូន។
ការថយចុះសកម្មភាពលំហូរក៏អាចបណ្តាលឱ្យមានពិការភាពនេះផងដែរ ពីព្រោះលំហូរដែលមានសកម្មភាពទាបមិនអាចលេងមុខងាររបស់វាបានទៀតទេ។ វាត្រូវបានផ្ដល់អនុសាសន៍ឱ្យជំនួសលំហូរនៅពេលនេះ។
ឥទ្ធិពលនៃគុណភាព PCB លើការផ្សាររលក
- មានរបាំង solder ពណ៌បៃតងនៅក្នុងរន្ធសមាសភាគដែលនាំឱ្យ solder plating មិនល្អនៅក្នុងរន្ធ។ ត្រូវការបញ្ចូលសមាសធាតុ PTH រន្ធមិនត្រូវបានអនុញ្ញាតឱ្យមានរបាំង solder annular ដូច្នេះរបាំង solder ពណ៌បៃតងនៅក្នុងរន្ធសមាសធាតុ PCB មិនគួរលើសពី 10% នៃជញ្ជាំងរន្ធទេហើយចំនួននៃរន្ធដែលមានរបាំង solder ពណ៌បៃតងមិនគួរ។ លើសពី 5% ។
- បន្ទះទង់ដែងមិនគ្រប់គ្រាន់នាំអោយមានសំណប៉ាហាំងមិនល្អនៅក្នុងរន្ធ។
- កម្រាស់មិនគ្រប់គ្រាន់នៃទង់ដែង សំណប៉ាហាំង មាស។ល។ ជាទូទៅ កម្រាស់ជញ្ជាំងរន្ធគួរតែធំជាង 18μm។
- ជញ្ជាំងរន្ធគឺរដុបពេក ដែលបណ្តាលឱ្យមានបន្ទះសំណប៉ាហាំងមិនល្អ ឬ soldering មិនល្អនៅក្នុងរន្ធ។ ប្រសិនបើភាពរដុបនៃជញ្ជាំងរន្ធធំពេក តំបន់ខ្លះនឹងប៉ះពាល់ដល់ឥទ្ធិពលនៃសំណប៉ាហាំង។
- រន្ធគឺមានសំណើមដែលនាំឱ្យ soldering មិនល្អ។ កញ្ចប់ PCB ដែលមិនស្ងួត ឬត្រជាក់បន្ទាប់ពីស្ងួត ហើយទុកចោលរយៈពេលយូរបន្ទាប់ពីការវេចខ្ចប់។
- ទំហំនៃបន្ទះគឺតូចពេកដែលបណ្តាលឱ្យមានដំណើរការមិនល្អ។ ការដាច់ ឬចន្លោះប្រហោងក្នុងរន្ធអាចបណ្តាលឱ្យមានដំណើរការមិនល្អ។ ជាទូទៅទំហំនៃបន្ទះគួរតែធំជាង 4mil ។
- ផ្នែកខាងក្នុងនៃរន្ធគឺប្រឡាក់ ដែលបណ្តាលឱ្យមានការលាងសម្អាតមិនគ្រប់គ្រាន់នៃ PCB ដូចជាបន្ទះមាសដែលមិនបានជ្រើសរើស នាំឱ្យមានភាពកខ្វក់ និងសំណល់កខ្វក់នៅលើរន្ធ និងបន្ទះដែលប៉ះពាល់ដល់ការផ្សារ។
- ដោយសារទំហំរន្ធតូចពេក គ្រឿងបន្លាស់មិនអាចបញ្ចូលទៅក្នុងរន្ធបានទេ ដែលនាំឱ្យមានការបរាជ័យនៃការផ្សារ។
- ដោយសារតែអុហ្វសិតនៃរន្ធទីតាំង គ្រឿងបន្លាស់មិនអាចបញ្ចូលទៅក្នុងរន្ធដែលនាំទៅដល់ការបរាជ័យនៃការផ្សារ។
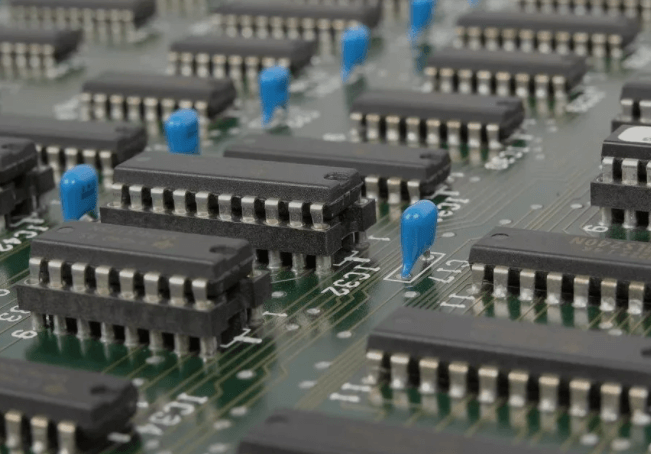
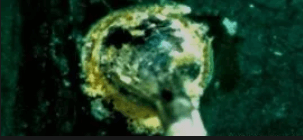
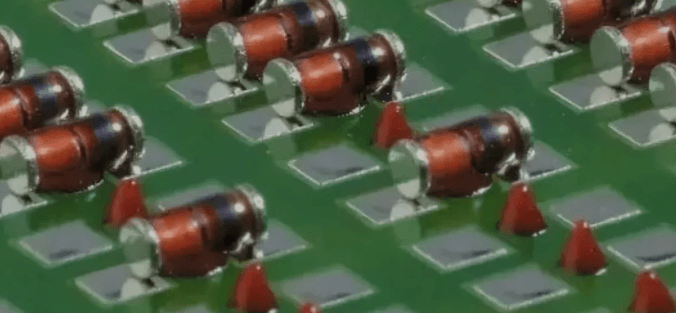
ការវិភាគបរាជ័យនៃ SMD adhesive តាមរយៈការ soldering រលក
នៅក្នុងការផលិតដំណើរការដំឡើង PCB រោងចក្រអេឡិចត្រូនិចជាច្រើននឹងប្រើដំណើរការ SMD adhesive (កាវក្រហម) ដើម្បីបង្កើតដំណើរការដំឡើង SMT ។ នៅក្នុងដំណើរការនេះនឹងជួបប្រទះនូវសមាសធាតុជាច្រើនដែលធ្លាក់ចេញពីបញ្ហា ជាពិសេសដំណើរការស្អិត SMD នៅក្នុងរលក soldering (ជាពិសេស diode) ជារឿយៗជួបប្រទះបញ្ហាធ្លាក់។
ដំណោះស្រាយលម្អិតសម្រាប់ហេតុផល និងដំណោះស្រាយនៃផ្នែកដែលធ្លាក់ចេញក្នុងអំឡុងពេលដំណើរការរលកនៃ SMD adhesive ។ ខ្លឹមសារមានដូចខាងក្រោម៖
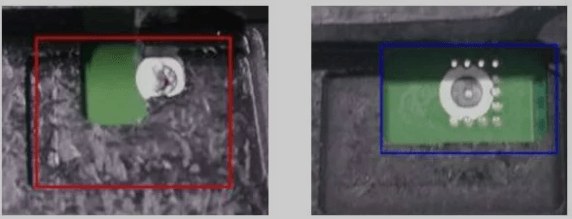
- ប្រសិនបើសមាសធាតុធ្លាក់ចេញរួមគ្នាជាមួយរបាំងមុខរបស់ PCB យើងនឹងវិនិច្ឆ័យវាជាបញ្ហា PCB (ភាពស្អិតជាប់នៃរបាំង solder មិនគ្រប់គ្រាន់ទេ) ។
- ពិនិត្យ PCB ដើម្បីមើលថាតើមានកោសនៅកន្លែងដែលសមាសធាតុធ្លាក់។ កន្លែងកោសដែលសមាសធាតុធ្លាក់ចេញក៏នឹងធ្វើឱ្យភាពស្អិតរបស់របាំងមុខមិនគ្រប់គ្រាន់ដែលអាចបង្កើតការធ្លាក់ចុះនៃសមាសធាតុបន្ទាប់ពី PCB ឆ្លងកាត់ដំណើរការ reflow ។
- ពិនិត្យមើល PCB ដើម្បីមើលថាតើសមាសធាតុធ្លាក់ចុះជាទៀងទាត់។ ប្រសិនបើវាត្រូវបានជួសជុលដើម្បីទម្លាក់សមាសធាតុមួយចំនួន អ្នកត្រូវតែពិចារណាថាតើរន្ធនៃ stencil adhesive SMD ត្រូវបានរារាំង ហើយបរិមាណនៃ SMD adhesive s តិចពេក។
- ប្រសិនបើសមាសធាតុធ្លាក់ចុះហើយ SMD adhesive នៅតែជាប់គាំងនៅលើវា។ យើងអាចវិនិច្ឆ័យថាមានបញ្ហាជាមួយនឹងសម្ភារៈចូលនៃសមាសធាតុ ឬ PCB (ដូចជាបញ្ហាលើផ្ទៃនៃ PCB ឬការកត់សុីនៃសមាសធាតុ។

តម្រូវការបច្ចេកទេសសម្រាប់គុណភាពខ្ពស់នៃការផ្សាររលក
ការអភិវឌ្ឍន៍ចម្រាញ់នៃផលិតផលអេឡិចត្រូនិចនាំឱ្យមានភាពស្មុគស្មាញកាន់តែខ្លាំងឡើងនៃការជួបប្រជុំគ្នា PCBA ភាពខុសគ្នាធំរវាងកញ្ចប់សមាសធាតុផ្សេងៗនៅលើបន្ទះ PCB និងគម្លាតតូចជាងការផ្គុំរវាងសមាសធាតុបានរួមចំណែកដល់ការអនុវត្តដ៏ធំទូលាយនៃការផ្សារដែកជ្រើសរើស។
ការ soldering រលកជ្រើសរើសអាចបញ្ចប់ការ soldering រលក PCBA មួយចំនួនជាមួយនឹងរចនាសម្ព័ន្ធស្មុគស្មាញដូចជា:
សមាសធាតុ PTH កាន់តែច្រើនឡើងគឺអាចរកបានជាមួយនឹងទីលានតូចៗដូចជា 0.5mm pitch និងតូចជាងនេះ។
បន្ទះ solder នៃសមាសភាគ PTH គឺនៅជិតពេកទៅនឹងសមាសភាគ SMD ដើម្បីបំពេញការរចនាបែបប្រពៃណីនៃឧបករណ៍ soldering រលក។
សមាសធាតុដោតទ្វេ - ចំហៀង កម្ពស់នៃសមាសធាតុដោតឌុយមិនអាចបំពេញតាមរលកធម្មតាបានទេ។

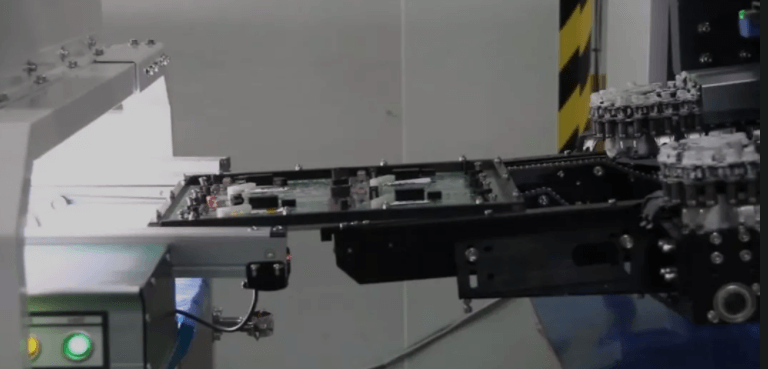
DIP ការជ្រើសរើសរលក soldering
DIP ការជ្រើសរើសរលក soldering
បើប្រៀបធៀបជាមួយនឹងដំណើរការ solder wave បែបប្រពៃណី ដំណើរការ soldering wave selective កាត់បន្ថយការប្រើប្រាស់ flux កាត់បន្ថយ solder splash និង processing cost ដោយសារតែការបាញ់ថ្នាំ rosin point តែមួយ។
ភាពខុសគ្នាជាក់ស្តែងបំផុតរវាងការផ្សាររលកជ្រើសរើស និងការផ្សាររលកបែបប្រពៃណី គឺថានៅក្នុងរលកបែបប្រពៃណី ផ្នែកខាងក្រោមនៃ PCB ត្រូវបានជ្រមុជទាំងស្រុងនៅក្នុង solder រាវ ចំណែកនៅក្នុង solder wave ជ្រើសរើសមានតែតំបន់ជាក់លាក់មួយប៉ុណ្ណោះដែលមានទំនាក់ទំនងជាមួយនឹង solder paste ។ នៅក្នុងដំណើរការ soldering ទីតាំងរបស់ solder ត្រូវបានជួសជុល ហើយឧបាយកលជំរុញ PCB ឱ្យផ្លាស់ទីទៅគ្រប់ទិសដៅ។ Flux ក៏ត្រូវតែត្រូវបានអនុវត្តមុនពេល soldering ។
ផ្ទុយទៅនឹងការផ្សាររលក លំហូរត្រូវបានអនុវត្តតែទៅលើផ្នែកខាងក្រោមនៃ PCB ដែលត្រូវបាន solder មិនមែន PCB ទាំងមូលនោះទេ ការ soldering wave ដែលត្រូវបានជ្រើសរើសត្រូវបានអនុវត្តដោយការលាប flux បន្ទាប់មក preheating circuit/activated flux ហើយបន្ទាប់មកប្រើ soldering nozzle . ការ soldering ប្រពៃណីនៃជាតិដែក soldering សិប្បនិម្មិតតម្រូវឱ្យមានការ soldering ពីចំណុចមួយទៅចំណុចមួយសម្រាប់ចំណុចគ្នានៃបន្ទះសៀគ្វី, ដូច្នេះមានជាង soldering ប្រតិបត្តិករ។
ការជ្រើសរើសរលក soldering គឺជាប្រភេទខ្សែសង្វាក់ផលិតកម្មនៃរបៀបផលិតកម្មបាច់ឧស្សាហកម្ម។ ទំហំផ្សេងគ្នានៃ nozzles soldering អាចត្រូវបានប្រើសម្រាប់ការ soldering បាច់។ ជាធម្មតា ប្រសិទ្ធភាពនៃការផ្សារអាចត្រូវបានធ្វើឱ្យប្រសើរឡើងរាប់សិបដងច្រើនជាងការ soldering ដោយដៃ (អាស្រ័យលើការរចនានៃបន្ទះសៀគ្វីជាក់លាក់) ។