
Aféierung an d'Wellensoldertechnologie
DIP Plug-in an SMD Klebstoff Prozess speziell Welle soldering ass ee vun de wichtege Prozesser vun modern elektronesch Fabrikatioun an PCB Assemblée Industrie, obwuel et vun SMT Technologie betraff ass, mä et sinn nach ganz vill vun elektronesch Komponente kann net komplett ersat ginn duerch SMT Verpackungstechnologie, sou wéi héich Zouverlässegkeet Ufuerderunge vum Stecker a Steckerverbindungen, e puer High-Power elektrolytesch Kondensatoren. Dofir wäert d'Wellensolderung och eng wichteg Roll am Beräich vun der elektronescher Fabrikatioun spillen.
Wave soldering ass eng gemeinsam automatesch soldering Technologie an der elektronescher Industrie. Et huet d'Charakteristiken vun zouverlässeg soldering Qualitéit, gutt krut, gutt soldering Konsequenz, einfach Operatioun, Energie spueren an Aarbechtsmaart reduzéieren.

Technesch Ufuerderunge fir héich Qualitéitskontroll vun
wave solderingDIP wave soldering Iwwersiicht
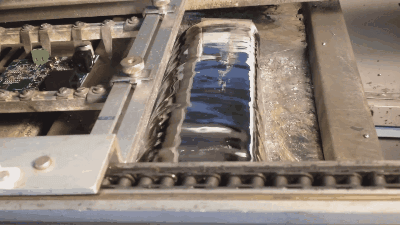
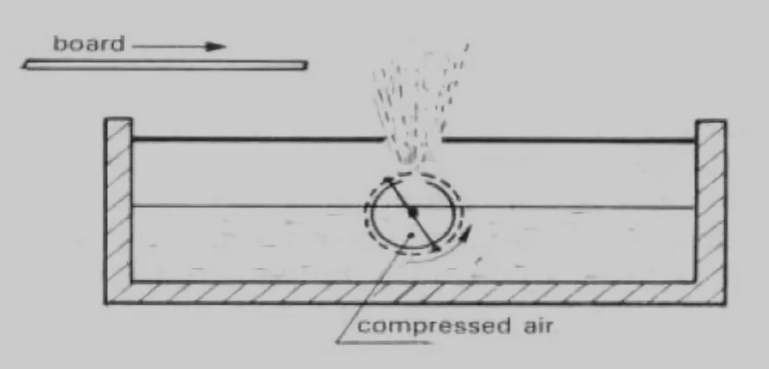
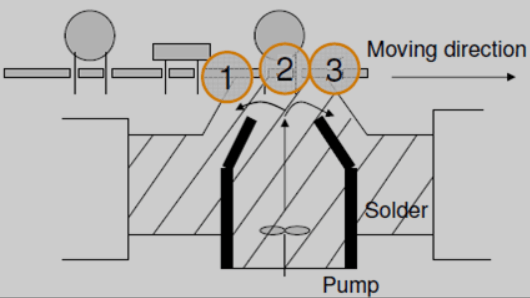
Wave soldering ass e soldering Prozess datt geschmollte flësseg solder, mat der Hëllef vun enger Pompel, eng spezifesch soldering Welle op der Uewerfläch vun der solder Tank bildt, an de PCB mat de Komponente ass op der Transmissioun Kette gesat, de soldering joint realiséiert. andeems se an engem spezifesche Wénkel an enger gewësser Tauchdéift duerchgoen.
Wave soldering gëtt benotzt fir versammelt gedréckte Circuitboards an enger Batch PCBA Fabrikatioun ze maachen. Et gëtt Wellesolder genannt well et Welle-ähnlech Löt benotzt. Gëtt haaptsächlech fir duerch-Lach Komponenten an SMD Komponente soldering vun SMD Klebstoff (rout gekollt) Prozess benotzt, am leschte Fall, ier duerch de geschmoltenem solder Uewen, duerch d'SMT Placement Maschinn, d'Komponenten a Klebstoff op der Uewerfläch vun der gedréckt gebonnen. Circuit Verwaltungsrot (PCB).
Wave soldering ass d'Lot Uewerfläch vun der Plug-in PCBA Circuit Verwaltungsrot direkt Kontakt mat der héich Temperatur flësseg Zinn ze maachen fir den Zweck vun soldering z'erreechen, d'Héichtemperatur flësseg Zinn e Schräg z'erhalen, an duerch de speziellen Apparat eng ähnlech Form ze bilden Welle vu flëssege Zinn-Phänomen, sougenannte "Wellensolderung".
Drënner ass e schemateschen Diagramm deen d'Welle vu geschmollte Lötpaste weist, déi duerch déi ënnescht Uewerfläch vum Board passéiert, sou datt de PCB-Pad an d'Komponentepinnen voll solderéiert a fest verbonne sinn.
Kontroll Ufuerderunge
De Prozess vun der Welle soldering, haaptsächlech kann an dës e puer Etappen ënnerdeelt ginn: Installatioun Armature, Flux Beschichtung, Preheating (Temperatur 90-100 ℃, Längt 1-1.2m), soldering a kille.
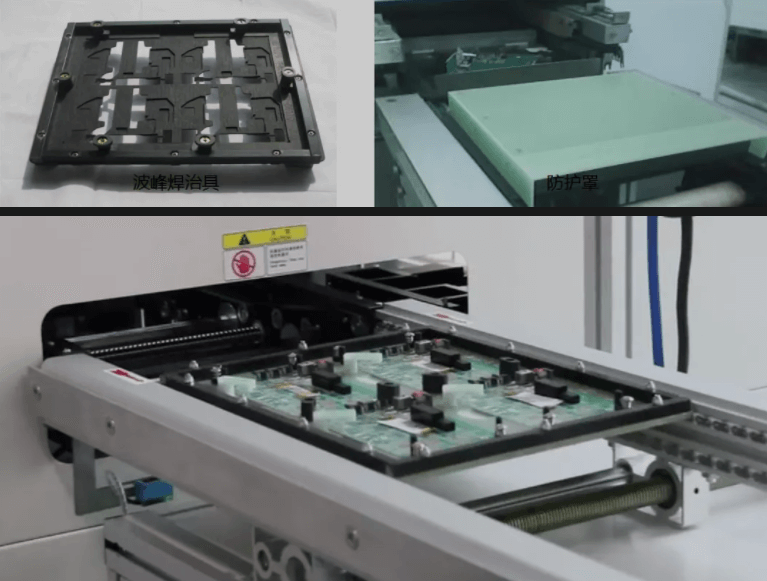
1. Installéiert Armaturen:
Wave soldering erfuerdert eng héich Flaachheet vum PCB Board, an d'Dicke vum PCB Board vun Automobile elektresche Komponenten ass normalerweis nëmmen 1.6 mm, sou datt d'Warpagefuerderung selwer ganz héich ass. Am Prozess vun der Wellesolderung sollt méi Opmierksamkeet op de Grad vun der thermescher Deformatiounskontroll bezuelt ginn. D'Clamping fixture op der PCB installéiert ze soldered kann de Grad vun thermesch Deformatioun vun der Substrat limitéieren an d'Optriede vun soldering Phänomen verhënneren, sou wéi d'Stabilitéit vun der soldering Effekt ze garantéieren, wat besonnesch wichteg ass fir dënn PCB. gesprëtzt Zinnreschter gëtt dacks op der PCB wärend der Welleléisung hannerlooss, et kann ugesi ginn fir e Schutzdeckel op der Armatur ze addéieren. Zur selwechter Zäit, ob d'Fixtur regelméisseg gebotzt gëtt, brauch och Opmierksamkeet.
2. Beschichtung Flux:
D'Funktioun vum Flux ass wéi follegt:
● Botzen der oxide datt op der Uewerfläch vun PCBA Conseils existéieren kann, déi waarden solderinrg;
● Verhënnert d'Wiederoxidatioun vun der Metalloberfläche;
● Reduzéiert d'Uewerflächespannung vu flëssege Solder, verbessert d'Diffusiounsfäegkeet.
Elo ass d'allgemeng Notzung vum Spraysystem fir Fluxbeschichtung, de Prozess vun der Bedierfnes fir op Kontroll ze fokusséieren ass d'Quantitéit vun der Beschichtung an der Uniformitéit, dat ass d'Ufuerderung vun der eenheetlecher Beschichtung, an d'Quantitéit vun der Fluxbeschichtung ass moderéiert. Net genuch oder ongläich Flux Beschichtung kann zu net genuch Aktivatioun vu Pads féieren, wat zu vermësste a schlechte Löt resultéiert.

D'Schlësselpunkte vun der Kontroll sinn wéi follegt:
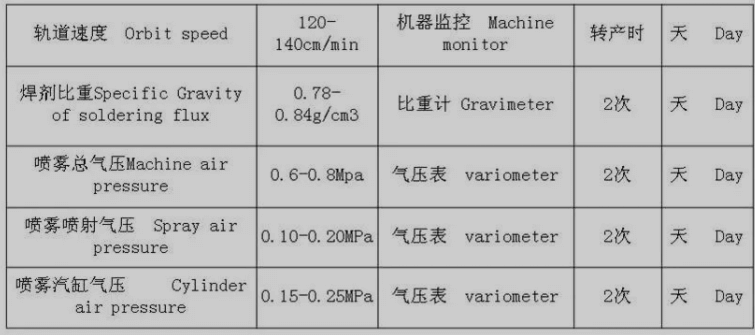
E puer wichteg Iwwerwachungsparameter, déi Fluxbeschichtung beaflossen, enthalen Loftdrock, Fluxspezifesch Schwéierkraaft (Konzentratioun), Transfergeschwindegkeet, etc.. Dës Parameteren mussen an der éischter Inspektioun reflektéiert ginn.
Fir d'Uniformitéit vun Flux Beschichtung, Fax Pabeier kann op ënnen Säit vun der PCB Paste ginn. Andeems Dir d'Gebitt an d'Dicht vu Fluxsprayspuren mat Standard Zeechnungen vergläicht, kann visuell Inspektioun duerchgefouert ginn. Mat dëser Methode kann d'Sprayquantitéit quantifizéiert ginn andeems se virum an no der Spray gewiicht ginn an d'Gewiichtännerung berechnen, wat als Referenz fir d'Bewäertungsbasis benotzt ka ginn.
3. Virhëtzen:
D'Funktioune vun der Virheizung enthalen haaptsächlech:
Lues Verdampfung vum Flux
Net genuch Virheizung kann de flëssege Léisungsmëttel am Flux verursaachen, gewalteg ze verdampelen, wann et den Héichpunkt vun der Welle erreecht, wat zu Lötspatt an Zinnschlack resultéiert; Exzessiv Virheizung wäert d'aktiv Zutate vum Flux ze fréi verdampen an de Befeuchtungseffekt verléieren, wat zu enger Iwwerbréckung oder Zeeche beim Löt resultéiert.
Reduzéiert den thermesche Stress deen während dem Löt produzéiert gëtt
Am Fall vun net genuch Virheizung kann thermesch Belaaschtung duerch plötzlech Hëtzt während der Lötung Schued un e puer Komponenten verursaachen.
Wéi uewen erwähnt, sinn déi kritesch Kontrollpunkte fir dëse Prozess d'Virheizungstemperatur an d'Virheizungszäit.
D'allgemeng Preheating Temperatur ass 90 ~ 130 ℃, an der preheating Zäit ass 1 ~ 3min.The preheating Prozess ass gutt kontrolléiert haten, déi hëllefräich ass déi schlecht soldering ze verhënneren, reduzéieren den thermeschen Impakt vun solder Welle Peak op de Substrat, an effektiv léisen der warpage, delamination an Deformatioun vun PCB am PCB soldering Prozess.
4.Soldering:
Lötprozess:
(1) De PCB Board am Aganksberäich fänkt un mam Wellepeak an engem gewësse Wénkel an Déift ze kontaktéieren.
(2) D'Wärmetransferberäich ass tëscht dem Entréesgebitt an dem Trennungsberäich, an de Circuit Board ass am direkte Kontakt mat Lötpaste. Obwuel Deeler Kontakt mat geschmoltenem Zinn kann d'Temperatur vun soldering Paste direkt erreechen, mä fir besser soldering, ass méi Zäit néideg.
(2) An der Fluchtzone gëtt d'iwwerschësseg Lötpaste zréck an de Lötpastekanal gezunn.
Am Lötprozess sinn et vill Faktoren, déi d'Lötqualitéit beaflossen. D'Parameteren, déi opmierksam musse bezuelt ginn, enthalen d'Löttemperatur, d'Transmissiounsgeschwindegkeet, d'Ëmlafbunn, d'Wellepeak Héicht a sou weider.
- Soldertemperatur Wann d'Schweißtemperatur ze niddreg ass, wäert d'Expansiounsquote an d'Befeuchtbarkeet vum Löt verschlechtert ginn, sou datt d'Solder Pad oder d'Komponentenpins net voll befeuchtbar kënne sinn, wat zu Mängel wéi schlecht Löt resultéiert. Wann d'Löttemperatur ze héich ass, beschleunegt se d'Oxidatioun vun de Pads, Pins vun de Komponenten, wat einfach falsch Löt generéiert.
- D'Transmissiounsgeschwindegkeet D'Lötpastewelle an der Abszissiounszone soll sou glat wéi méiglech sinn, sou datt d'Fërdergürtelgeschwindegkeet net ze héich sollt sinn.
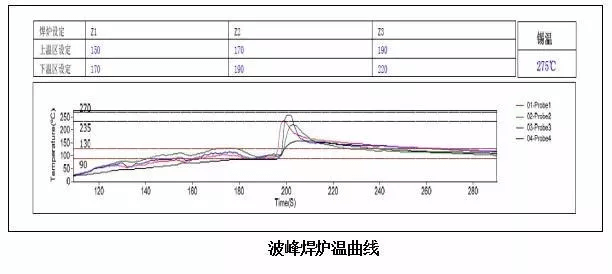
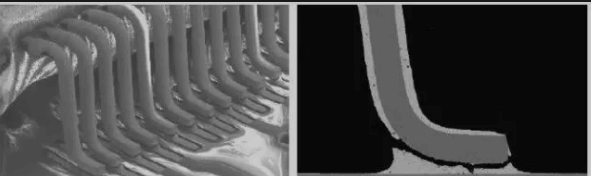
Normal Parameteren vun der Wellesolderung: Schmelztemperatur 275 ℃, Kettegeschwindegkeet 1300 cm / min, relativ stabil Welle-Lötofentemperaturkurve (wéi an der Figur hei ënnendrënner).
- Track Wénkel D'Kontaktzäit tëscht dem PCB an der Wellekam kann kontrolléiert ginn andeems de Wénkel vun der Streck ugepasst gëtt, an déi richteg Neigung hëlleft fir d'Flëssegkeetssolder vum PCB méi séier ze trennen. Wann den Dip Wénkel ze kleng ass, ass d'Bréck einfach ze gesinn. D'Dip Wénkel ass ze grouss, obwuel et fir d'Eliminatioun vun der Bréck bevorzugt ass, awer d'Lötpaste ze kleng, einfach fir falsch Löt ze generéieren. D'Bunnschréiegt soll tëscht 5° a 7° kontrolléiert ginn.
- Wave Crest HéichtWave Crest Héicht bezitt sech op d'Solder Paste Héicht vum PCB bei Welle soldering, déi normalerweis bannent 1/2 ~ 2/3 vun der Dicke vum PCB Board kontrolléiert gëtt. Exzessiv Kamm Héicht verursaacht geschmollte Löt op d'Uewerfläch vum PCB fléisst, a bildt en "Zinngelenk". D'Héicht vun der Wellebunn kann änneren wéinst dem Passage vun der Lötaarbechtszäit, déi am Lötprozess richteg korrigéiert soll ginn. Déi allgemeng benotzt Tools fir d'Héicht vum Wellenkrees ze moossen sinn Déiftmesser oder Héichtemperaturglas.
De soldering Prozess ass eng thermesch Veraarbechtung Prozess, eng gutt soldering Effekt, muss solder Formel, Flux, Komponente an PCB Matching, Design a Prozess Kontroll Parameteren betruecht. Et kënne verschidde Grënn fir e schlecht Resultat sinn. Als nächstes gesammelt mir e puer praktesch a gemeinsam schlecht Wellensolderung, Analysemethoden fir d'Ursaachen a Virschléi fir Verbesserung.
Iwwerbréckung
Brécke sinn ugrenzend Lötpads, déi net mat Lötpaste matenee verbonne sinn. Dës Verbindung ass gebonnen fir en elektresche Feeler ze verursaachen.
D'Préventioun vu Brécke soll vun der Quell ufänken - Design, sou datt DFM Analyse besonnesch wichteg ass. Wann d'PTH Komponenten mat Pitch net manner wéi 2mm ausgewielt ginn, däerf d'Penetratioun vun de Lötstiften net méi wéi 2mm sinn, d'Distanz vun de Kupferringen däerf net manner wéi 0.5 mm sinn, wäiss Lötmaske gëtt tëscht de Kupferringen bäigefüügt.
Wann d'Pitch vun der Komponent ze kleng ass an d'Distanz tëscht de Kupferringen ze kleng ass, ass et recommandéiert d'Lötstifter op 0.5 mm auszeschneiden an en Zinn-Drag (Titanlegierung, Zinnplack Nickelplack) op déi entspriechend Plaz ze addéieren. Positioun am Schacht fir de Risiko vu Bréck ze reduzéieren.
Niddereg geschmollte solder Paste Temperatur, d'Flëssegkeet vun geschmollte solder Paste ass schlecht, verursaache Iwwerbréckung; Niddereg Virheizungstemperatur, Löttemperatur ass net genuch, wäert och Iwwerbréckung verursaachen.
D'Kettegeschwindegkeet sollt passend sinn. Ze niddreg Kettegeschwindegkeet kann de Fluxverbrauch beschleunegen, wat zu enger Ofsenkung vun der Befeuchtung vum Löt resultéiert, wat zu Iwwerbréckung resultéiert.
Ersatz vun engem méi aktive Flux hëlleft der Iwwerbréckung ze reduzéieren well den aktive Flux d'Befeuchtbarkeet erhéijen.
Kale Gelenker
Kale Gelenker ass wéinst dem Mangel u Hëtzt an aner Grënn fir datt d'Lötverbindung schlecht befeuchtt, gro a geréckelt schéngt.
Esou Mängel sinn normalerweis wéinst dem Manktem u Hëtzt d'Lötzäit kuerz ze maachen, wat zu groe Loutverbindunge resultéiert. Gëeegent Erhéijung vun der soldering Zäit, Upassung vun der Preheating Temperatur an solder Schmelztemperatur sinn hëllefräich fir de Defekt ze verbesseren. solder joint. An dësem Fall, oppassen ob et anormal Schwéngung vun de Patten ass.Oxidatioun oder Kontaminatioun vun der Lötfläche kann och zu Kale Gelenker féieren, wat eng strikt Kontroll iwwer de Schutz bei der Lagerung an der Bewegung vun erakommen Materialien erfuerdert.

Esou Mängel sinn normalerweis wéinst dem Manktem u Hëtzt d'Lötzäit kuerz ze maachen, wat zu groe Loutverbindunge resultéiert. Gëeegent Erhéijung vun der soldering Zäit, Upassung vun der Preheating Temperatur an solder Schmelztemperatur sinn hëllefräich fir de Defekt ze verbesseren. solder joint. An dësem Fall, oppassen ob et anormal Schwéngung vun de Patten ass.Oxidatioun oder Kontaminatioun vun der Lötfläche kann och zu Kale Gelenker féieren, wat eng strikt Kontroll iwwer de Schutz bei der Lagerung an der Bewegung vun erakommen Materialien erfuerdert.
Flux Rescht
Fluxreschter geschitt wann de Flux net komplett aus dem Löt geläscht gëtt. Korrosioun vu Flux beaflosst d'Zouverlässegkeet vun der Solderverbindung.
De Fluxreschter kann reduzéiert ginn andeems de Flux Spraybetrag reduzéiert gëtt oder d'Virheizungstemperatur entspriechend erhéijen an de Fluxverbrauch erhéijen.
De Rosinharz Feststoffgehalt am Flux ass ze vill oder d'Qualitéit ass net gutt, et ass einfach ze vill Rescht ze verursaachen, de Flux no dem Produkt ze ersetzen.
D'Erhéijung vun der Lötzäit fir de Fluxverbrauch ze erhéijen kann och Fluxreschter reduzéieren.
De Fluxreschter kann reduzéiert ginn andeems de Flux Spraybetrag reduzéiert gëtt oder d'Virheizungstemperatur entspriechend erhéijen an de Fluxverbrauch erhéijen.
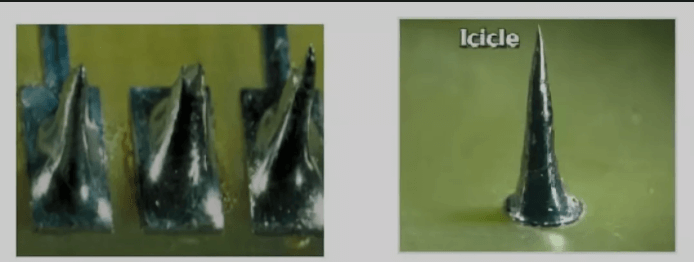
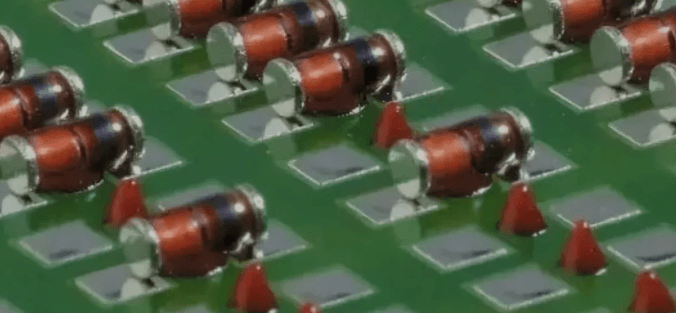
Liccles
Lcicle ass en anormalt konisch oder nagelt Gelenk. Den Haaptgrond fir de Punkt ze zéien ass datt d'Löt net kontraktéiert wann et ofgekillt ass. Esou solder Gelenker kënnen ze no un der Nopeschlänner Plack während System Assemblée sinn Minimum elektresch Spillraum Ufuerderunge oder kuerz Circuit ze verletzen.
Lcicle huet eng grouss direkt Relatioun mat der Temperatur, Preheating Temperatur ass niddereg, niddereg solder Schmelztemperatur gëtt nom Héichpunkt wéinst net genuch Temperatur maachen, solder Paste Schmelze kann net effektiv schrumpfen. Déi niddreg Schmelztemperatur erhéicht d'Viskositéit vum geschmollte Solder a verstäerkt d'Bildung vu Lcicle. Et ass recommandéiert d'gemoossene Temperaturkurve zréckzesetzen.
Flux huet och vill mat Lcicle ze dinn. Wann d'Fluxaktivitéit net genuch ass oder d'Konzentratioun erofgeet, ass de Flux net kompetent fir d'Uewerflächespannung ze deoxidéieren an ze reduzéieren, sou datt d'geschmollte Solder net effektiv schrumpfen kann wann se den Zinnofen verlassen. D'Erhéijung vun Flux Konzentratioun, Aktivitéit an Spraydousen Betrag, Erhéijung Flux Spraydousen Drock a verbesseren seng Pénétratioun sinn all hëllefräich fir d'Eliminatioun vun Lcicle.Wann d'Kette Vitesse ze séier, überschüssige solder vläicht net zréck an de solder Uewen gezunn ginn, verursaacht Lcicle.Individuell due. op d'Längt vun de Loutpins, déi vum Lcicle verursaacht ginn, sollten d'Lötstifte kuerz geschnidden ginn. Et ass recommandéiert datt d'Penetratioun (L) vun den Lötstiften net méi grouss wéi 2 mm sinn.
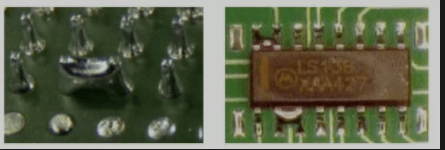
De Pin vum QFP gëtt geschält
QFP Pin Peeling wéinst net genuch Solderung Verréngert Gelenkstäerkt wéinst net genuch Solderung Wärend Wellesolderung wäert d'Reflow Solderabschnëtt erëm schmëlzen, an d'Kräizung vum Substrat wärend dem Löt an den Drock während der Montage verursaacht datt d'Gelenk ofschielen Schabloundicke, Ouverturesfläch) Upasst den Designgebitt vun de Lötpads (fir sécherzestellen datt voll Lötverbindunge geformt ginn)
MISSan soldering
D'Lötpaste naass net d'Lötstiften an d'Pads a bildt keng effektiv Lötverbindung.
Wann d'Längt vun der solder PIN manner wéi d'Dicke vun PCB Verwaltungsrot ass, aarmséileg a vermësst soldering am meeschte wahrscheinlech geschéien. Dofir, fir eng gutt Aarbecht vun DFM ze maachen, wielt Komponente mat Lötstiften, déi op d'mannst (L) 0.5 mm duerch d'Lötfläche penetréiere kënnen. Wann et kee Spalt tëscht der ënneschter Uewerfläch vun den Duerch-Lach Komponenten an der PCB Uewerfläch ass, huet de Gas, deen duerch de Flux bei héijer Temperatur verdampft gëtt, kee Kanal fir ze flüchten, an et bleift am Lach a verhënnert datt d'Lötmauer d'Lachmauer befeucht. . Dofir, wielt Komponente musse Komponente mat Lücken auswielen.Oxidatioun a Kontaminatioun vu Lötstiften an duerch Lächer wäerten hir Lötbarkeet reduzéieren a schliisslech zu fehlenden Löt féieren. Also, Schutz vun erakommen Material ass eng wichteg Moossnam fir soldering Qualitéit ze garantéieren. D'Schatten Effekt vun der crest Schacht kann och vermësst soldering Ursaach. An dësem Fall, d'Dënnung vum Schacht, d'Erhéijung vun der Ouverture vum Schacht (de Raum tëscht dem Lötpad an der äusseren Mauer vum Schacht sollt net manner wéi 2.5 mm sinn), a mat méi dënnem Titanlegierungsmaterialien kann d'fehlend Löt verbesseren.

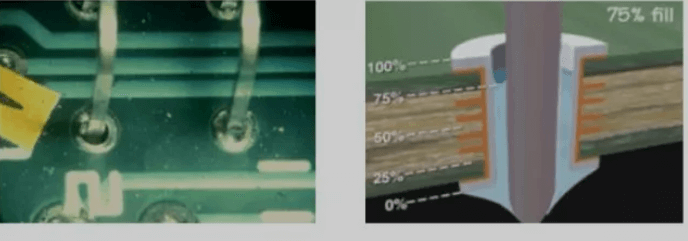
Solder Paste ass net voll mat PTH Komponenten gefëllt
Net genuch solder Paste Fëllung am Duerchschnëttsloch bezitt sech op datt d'Lötfüllungshéicht am Lach net den IPC Ufuerderunge entsprécht (50% oder 75% vun der PCB Dicke), oder entsprécht net de Client Ufuerderunge, wat d'Zouverlässegkeet vum Löt beaflosst.
Wann de Defekt ëmmer op der selwechter Komponent geschitt ass, kann de Grond sinn datt de Schacht-Design e Schieteffekt huet (ze wéineg Plaz tëscht der äusseren Mauer vun der Fixtur an der solderéierter Uewerfläch), wat de Kontaktgebitt tëscht der geschmollte Lötpaste an der Uewerfläch ze soldered. D'Verbesserungsmoossnamen op dësem Punkt sinn d'Palette deelweis ze dënnen (synthetescht Steenmaterial mat enger Mindestdicke vun 0.5mm) oder eng méi dënn Titanlegierung (mat enger Minimumdicke vun 0.2mm) ze benotzen.
Oxidatioun a Verschmotzung op der Lötfläch féiert och zu net genuch Lötpaste net genuch fir Löt. Zu dësem Zäitpunkt soll d'Elementanalyse op de Komponentstift oder der Uewerfläch vun der Lachmauer duerchgefouert ginn fir d'Verschmotzung an d'Verschmotzungsquellen erauszefannen. Natierlech, wielt e méi aktive Flux wäert de Problem verbesseren.
D'Lachgréisst entsprécht net, an d'Verbindung tëscht dem duerchschnëttleche Lach a grousser Buedem Kupferfolie féiert och zu net genuch Fëllung, besonnesch fir grouss elektrolytesch Kondensatoren. Dës Situatioun muss vum DFM Design am Viraus verbessert ginn.
Temperatur ass och e Faktor. Wann d'Virheizung net genuch ass, reduzéiert d'Fluxaktivitéit; Net genuch Löttemperatur verursaacht net genuch Füllung, dëst erfuerdert d'Erhéijung vun der Temperatur an d'Resetze vun der Löttemperaturkurve.
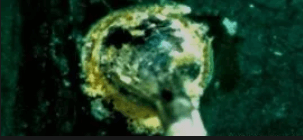
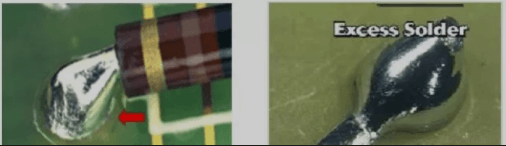
Iwwerschoss Solder
D'charakteristesch vun iwwerschësseg solder ass, datt de solder de soldering PIN komplett wéckelt, an der befeuchtung Wénkel ass méi wéi 90 Grad.
Wann d'iwwerschësseg solder de ganze Batch ass, ass déi éischt Kontroll den Temperaturfaktor. Preheating Temperatur ass ze niddreg wäert d'héich Viskositéit vun iwwerschësseg solder maachen. Et gëtt ugeholl fir d'Löttemperaturkurve nei ze optimiséieren.
De Kupfergehalt am Lötofen ass ze héich wäert och d'Zinn am Zinnofen geschmollte Viskositéit erhéijen, wat zu iwwerschësseg Lout resultéiert. Et gëtt ugeholl datt de Kupfergehalt vu geschmollte Lötpaste regelméisseg iwwerpréift gëtt fir sécherzestellen datt de Kupfergehalt bannent engem kontrolléierbare Beräich ass.
Wann d'Ausrüstungsparameter normal sinn, sollt d'Lötbarkeet vu PCB berücksichtegt ginn. Duerch exzessiv Oxidatioun a Verschmotzung vun de Pads a Lächer ass d'Lötbarkeet ganz schlecht, wat doduerch resultéiert datt d'iwwerschësseg Löt d'Lotfläch net voll befeuchten an nëmmen e Wrap bilden. An dësem Fall ass et recommandéiert d'Lötbarkeet vu PCB ze analyséieren. Wann néideg, kënnen SEM an EDX Tester hinzugefügt ginn fir de Boardhersteller ze drängen fir de Fabrikatiounsprozess ze verbesseren fir d'Qualitéit vum PCB Board an Transportschutz ze verbesseren.
Reduzéiert Fluxaktivitéit kann och dësen Defekt verursaachen, well de Flux mat niddereger Aktivitéit seng Funktioun net méi spille kann. Et ass recommandéiert de Flux zu dëser Zäit ze ersetzen.
Afloss vun PCB Qualitéit op Welle soldering
- Et gëtt gréng solder Mask am Komponent Lach, déi féiert zu enger schlechter solder plating am Lach. Braucht d'PTH Komponenten anzeginn, d'Lach ass net erlaabt eng annular Lötmaske ze hunn, sou datt déi gréng Lötmaske an de PCB Komponent Lächer net däerfte 10% vun der Lachmauer, an d'Zuel vun de Lächer déi gréng Lötmaske huet däerf net iwwer 5%.
- Net genuch Kupferplack féiert zu enger schlechter Zinnplackéierung am Lach.
- Net genuch Dicke vu Kupfer, Zinn, Gold, etc.. Am Allgemengen soll d'Lachmauerdicke méi wéi 18μm sinn.
- D'Lachmauer ass ze rau, wat zu enger schlechter Zinnplack oder enger schlechter Lötung am Lach resultéiert. Wann d'Rauwheet vun der Lachmauer ze grouss ass, beaflossen e puer Beräicher den Effekt vun der Zinnapplikatioun.
- D'Lächer si feucht, wat zu enger schlechter Lötung féiert. PCB Packagen, déi net no der Trocknung getrocknegt oder ofgekillt sinn, a fir eng laang Zäit no der Auspackung, etc.
- D'Gréisst vum Pad ass ze kleng, wat zu enger schlechter Lötung resultéiert. Trennung oder Lücken am Lachpads kënnen zu enger schlechter Lötung féieren. Allgemeng soll d'Gréisst vun de Pads méi grouss sinn wéi 4mil.
- D'Innere vum Lach ass dreckeg, wat zu enger schlechter Solderung resultéiert.inadequater Botzen vu PCB, wéi z.
- Well d'Lachgréisst ze kleng ass, kënnen d'Deeler net an d'Lach gesat ginn, wat zu engem Ausfall vum Löt resultéiert.
- Wéinst der Offset vum Positionéierungsloch kënnen d'Deeler net an d'Lach gesat ginn, wat zum Ausfall vum Löt féiert.
Echec Analyse vun SMD Klebstoff duerch Welle soldering
An der Produktioun vun PCB Assemblée Prozess, vill elektronesch Fabriken wäert SMD Kliewefolie (rout gekollt) Prozess benotzen SMT Assemblée Prozess ze maachen. An dësem Prozess wäert eng Rei vun Komponente falen vum Problem begéinen, besonnesch de SMD Klebstoff Prozess an der Welle soldering (besonnesch Diode) begéinen dacks de Fall-Off Problem.
Eng detailléiert Léisung fir d'Grënn an d'Léisunge vun den Deeler, déi während der Welleléisung vum SMD-Klebstoffprozess falen. Den Inhalt ass wéi follegt:
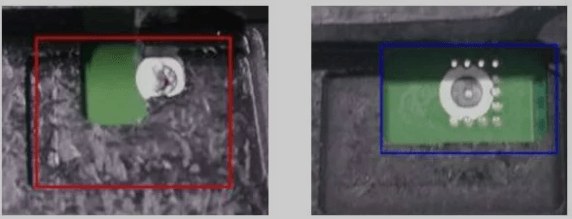
- Wann d'Komponente zesumme mat der Lötmaske vu PCB fällt, wäerte mir de PCB-Problem beurteelen (d'Adhäsioun vun der Lötmaske ass net genuch).
- Kuckt de PCB fir ze kucken ob et Schrummen ass op der Plaz wou d'Komponente falen. D'Schrackplaz, wou de Komponent offällt, wäert och d'Haftung vun der Soldermaske net genuch maachen, wat d'Drop vun der Komponent produzéiere kann nodeems de PCB de Reflowprozess passéiert.
- Kuckt de PCB fir ze kucken ob d'Komponente regelméisseg falen. Wann et fix ass fir e puer Komponenten ze falen, musst Dir berücksichtegen ob d'Lach vun der SMD Klebstoffschabloun blockéiert ass, an d'Quantitéit vum SMD Klebstoff ass ze wéineg.
- Wann d'Komponente falen, an de SMD Klebstoff war nach ëmmer drop. Mir kënne beurteelen datt et e Problem mam erakommen Material vun de Komponenten oder PCB war (wéi Uewerflächebehandlungsproblem vu PCB oder Komponentenoxidatioun.

Technesch Ufuerderunge fir héich Qualitéit vu Welle-Lötung
D'Verfeinerungsentwécklung vun elektronesche Produkter féiert zu der Erhéijung vun der Komplexitéit vun der PCBA Assemblée, grouss Differenzen tëscht de verschiddene Komponente Packagen op der PCB Board a méi kleng Versammlungslücken tëscht de Komponenten hunn zu der breet Uwendung vu selektiv Welle-Lötung bäigedroen.
Selektiv Welle-Lötung kann e puer PCBA-Wellelöt mat komplexer Struktur komplett maachen, sou wéi:
Méi a méi PTH Komponente si verfügbar mat klenge Pitch, wéi 0.5 mm Pitch a méi kleng.
D'Lötpads vun der PTH Komponent ass ze no bei der SMD Komponent fir den traditionellen Design vu Welle-Lötungsarmatur ze zefridden.
Doppelseiteg Plug-in Komponenten, d'Héicht vun de Plug-in Komponenten kënnen net déi traditionell Welle-Lötung treffen.

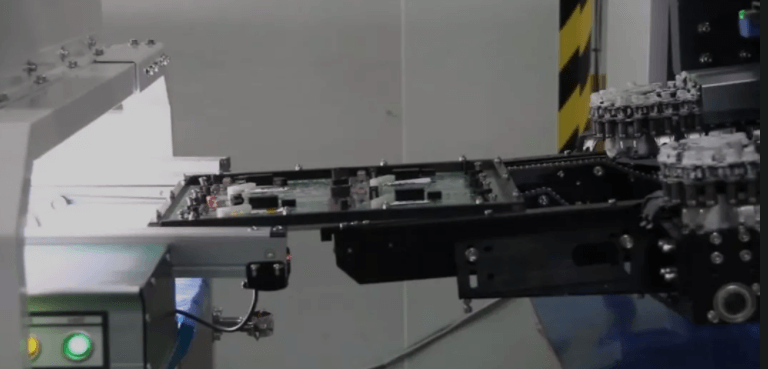
DIP selektiv Wellesolderung
DIP selektiv Wellesolderung
Am Verglach mam traditionelle Welle-Lötprozess reduzéiert de selektive Welle-Lötprozess de Fluxverbrauch, reduzéiert d'Lötspritz an d'Veraarbechtungskäschte wéinst dem eenzege Punkt vun der Harzspray.
Deen offensichtlechsten Ënnerscheed tëscht selektiven Wellesolderen an traditioneller Wellesolderung ass datt an der traditioneller Wellesolderung den ënneschten Deel vum PCB komplett an de flëssege Löt ënnerdaucht ass, wärend an der selektiver Welleléisung nëmmen e gewësse Gebitt a Kontakt mat der Lötpaste ass. Am Lötprozess ass d'Positioun vum Löt fixéiert, an de Manipulator fiert de PCB fir an all Richtungen ze bewegen. Flux muss och virum Löt applizéiert ginn.
Am Géigesaz zu Wellesolderung gëtt de Flux nëmmen op der ënneschter Säit vum PCB applizéiert fir ze solderéieren, net de ganze PCB, selektiv Wellesolderung gëtt duerch Flux applizéiert, dann de Circuit Board / aktivéierte Flux virhëtzt an dann eng Lötdüse benotzt. . D'traditionell soldering vun kënschtlech soldering Eisen verlaangt Punkt-zu-Punkt soldering fir all Punkt vun der Circuit Verwaltungsrot, sou ginn et méi soldering Opérateuren.
Wiel vun Wellesolderung ass eng Produktiounslinn Aart vun industriellen Batchproduktiounsmodus. Verschidde Gréisste vu Lötdüsen kënne fir Batchlöt benotzt ginn. Normalerweis kann d'Löteffizienz Dosende vu Mol méi verbessert ginn wéi manuell Löt (ofhängeg vum Design vum spezifesche Circuit Board).