
如今,电子PCBA硬件终端客户对电子代工服务的需求日益旺盛。 传统PCBA厂商由于供货能力弱、缺乏价格优势、货源不稳定、劳动效率低,导致转化率低,面临客户越来越少的问题。 然而,制造终端工厂在选择PCBA代工工厂的过程中,面临着材料真伪难以确认、PCB采购周期不稳定、电子元件故障、维修困难、财务风险等问题。
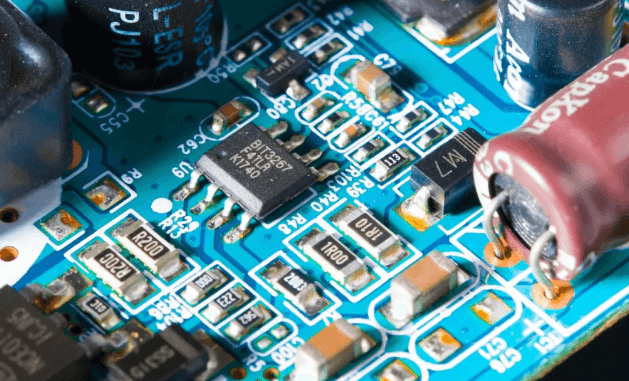
接下来,我们将收集并分享MLCC在PCBA组装和PCB焊接过程中的失效问题和检测方法,从生产工艺的优化和设计改进开始,最终实现MLCC组装和焊接的高可靠性。MLCC(Lamellar Multilayer)陶瓷电容器(Ceramic Capacitor)内部由多个电容器错位堆叠而成,简称MLCC。 具有体积小、单位体积电容量大、受温度等环境因素影响性能小等优点,广泛应用于军事通信、雷达、火炮引信、航空、航天、兵器系统等领域。字段。
MLCC现已成为电子电路中最常用的元件之一。 从表面上看,MLCC看起来很简单,但很多时候,设计工程师或者生产、工艺人员对MLCC的了解还不够。 一些企业在MLCC的应用中也会存在一些误区,认为MLCC是一个非常简单的元件,所以工艺要求不高。 事实上,MLCC是一种非常脆弱的元件,在PCB组装过程中必须小心谨慎。
多层陶瓷电容器(MLCC)常见故障总结分类如下:介质击穿、开路、电参数变化(电容超差、损耗角正切值增大、绝缘电阻下降或漏电流上升等) 、引线腐蚀或断裂、绝缘体破裂或表面拉弧等。 钽电解电容 ——电压过载击穿、烧毁; 浪涌电压冲击漏电流增大; 极性反接短路; 高温还原不足失效; 铝电解电容器 ——漏电流增加击穿; 极性反接短路; 高温还原不足失效; 有机薄膜电容器 – 热冲击失效; 寄生电感过大影响高频电路功能的实现;
MLCC(2类)——SMT工艺不当导致断裂或绝缘失效; Y5V温度特性差导致电路故障;MLCC(1类)—射频设计选型匹配。
MLCC失效是由多种原因引起的,各种MLCC的材料、结构、制造工艺、性能和使用环境都不一样,失效机理也不一样。 根据以往失效样本的分析,常见的失效机制包括内部分层、介质缺陷、金属离子迁移、介质老化等。同一失效模式有多种失效机制,而同一失效机制又可以产生多种失效模式,这使得不是一对一的对应关系。

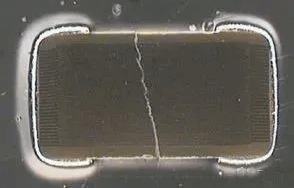
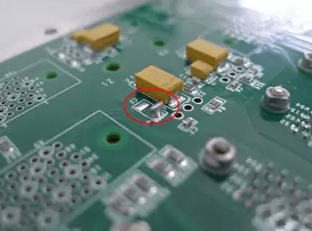
MLCC破损
下面介绍MLCC应用中的一些问题、故障检测方法以及注意事项。
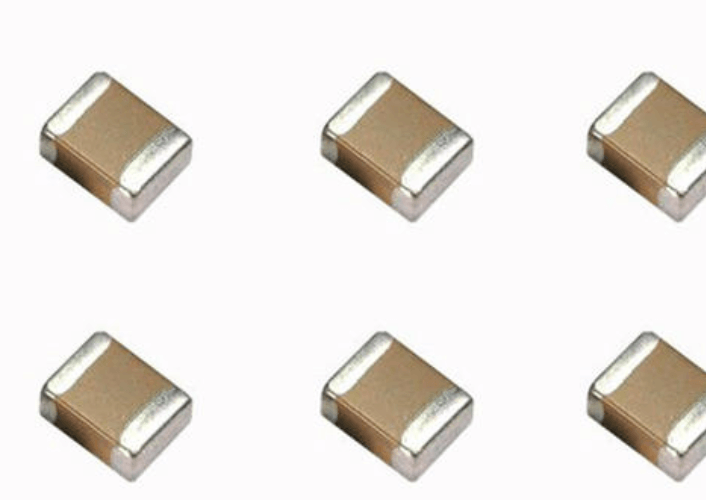
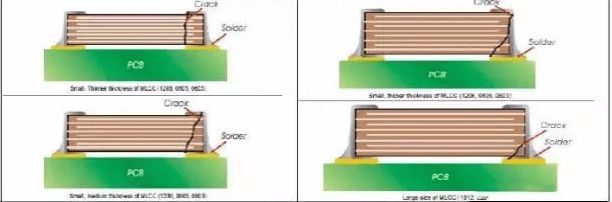
随着技术的不断发展,贴片电容MLCC现在可以是数百层甚至数千层,每层厚度为微米级。 所以稍微变形就很容易开裂。 另外,相同材质、尺寸、耐压的贴片电容MLCC,容量越高,层数越多,每层越薄,因此越容易断裂。
另一方面,在材料、容量、耐压相同的情况下,小电容器需要更薄的介质层,导致更容易破裂。 裂纹的危害是漏电,会造成内层间短路错位等安全问题。 而且该裂纹还有一个很麻烦的问题就是有时候比较隐蔽,在电子设备出厂检验时可能没有发现,直到客户端才正式曝光。 因此,防止贴片电容MLCC破裂具有重要意义。
MLCC失效原因分析及改进措施
产品正常使用情况下,失效的根本原因是MLCC外部或内部存在裂纹、孔洞、分层等各种微观缺陷。 这些缺陷直接影响MLCC产品的电气性能和可靠性,给产品质量带来严重隐患。
外部因素:裂缝
- 热裂纹主要是焊接过程中的温度冲击造成的,特别是波峰焊过程中。 修复不当也是造成温度冲击裂纹的重要原因。
贴片电容MLCC在受到温度冲击时,很容易从焊接端开始破裂。 在这方面,小电容相对比大电容要好一些。 原理是大电容的热传导不会那么快到达整个电容。 因此,电容器本体不同点的温差较大,因而膨胀尺寸不同,产生应力。 出于同样的原因,当倒入沸水中时,厚玻璃杯比薄玻璃杯更容易破裂。 另外,贴片电容MLCC焊接后冷却过程中,贴片电容MLCC与PCB的膨胀系数不同,产生应力,导致裂纹。 为了避免这个问题,回流期间需要良好的焊接温度曲线。 如果使用波峰焊而不是回流焊,这种故障会大大增加。
MLCC是为了避免手工焊接。 然而,有时手工焊接是不可避免的。 例如,对于电子厂家的PCB外包加工,有些产品尺寸很小,厂家不愿意接受,只能手工焊接。 当我们开始样品订单时,通常是手工焊接。 特殊情况下返工或维修必须采用手工焊接; 维修人员在维修电容器时,也是采用手工焊接。 当MLCC的手工焊接不可避免时,应高度重视焊接工艺。
- 机械应力裂纹(Flex Crack)MLCC多层陶瓷电容器的特点是能够承受较高的压应力,但耐弯曲性较差。 设备组装过程中任何可能引起弯曲变形的操作都可能导致设备破裂。
常见的应力源是电路板组装操作过程; 流通过程中的人员、设备、重力等因素; 通孔元件插入; 电路测试、PCBA板分割(V切或铣削); PCB安装; 螺钉安装等。此类裂纹一般起源于器件的上下金属化端,并沿45℃的角度向器件内部扩展。 此类缺陷也是实际发生最多的缺陷类型。
机械应力因素:(1)测试探针使PCB弯曲;(2)PCB弯曲以及对PCB的破裂影响;
(3)吸嘴安装(吸嘴压力过大、压距过深)、固定钳口造成冲击; 产品安装在印刷电路板上时,不应受到太大的冲击。 吸头和定位爪必须定期检查、修理、更换。
(4)锡膏过多造成PCB板弯曲、开裂(如共用焊盘)。
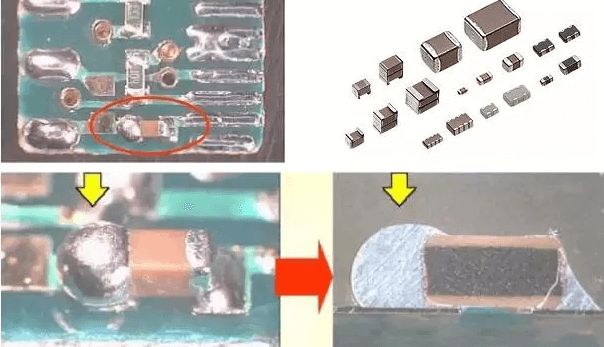
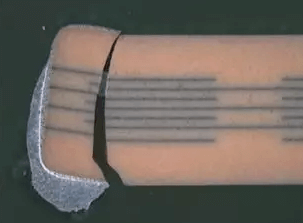
(5)PCB手工焊接:烙铁头或防静电镊子压着器件本体的过程中,器件两端焊锡量过多或不均匀,会造成开裂,如下图所示。
(6)PCBA清洗过程:清洗方法错误或清洗刷头太硬,会造成开裂; 如果器件在前道工序中出现内部裂纹,MLCC可能会在清洗过程中导致电极和陶瓷体脱落。
机械应力裂纹产生原理:
MLCC的陶瓷体是脆性材料,如果PCB弯曲,会受到一定的机械应力冲击。 当应力超过 MLCC 瓷件强度时,就会出现弯曲裂纹。 因此,这种弯曲引起的裂纹只有在焊接后才会出现。
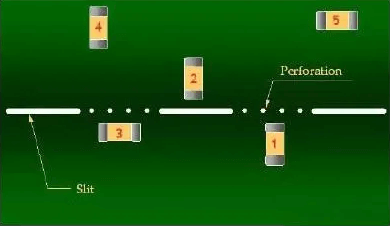
1)PCB板弯曲时,不同位置受力不同:元件组装靠近PCBA分板点。
内部因素:空隙、裂纹、分层
- 空洞
造成空洞的主要因素是陶瓷粉末中的有机或无机污染以及烧结过程控制不当。 空腔的产生容易导致泄漏,泄漏导致器件局部发热,进一步降低陶瓷介质的绝缘性能,导致泄漏增加。 这个过程循环发生并不断恶化。 严重时会导致多层陶瓷电容器破裂、爆炸甚至燃烧。
- 烧制裂纹
烧结裂纹通常起源于一个电极并沿垂直方向扩展。 主要原因与烧结过程中的冷却速度有关,裂纹和损伤与型腔类似。
- 分层
多层陶瓷电容器(MLCC)通过堆叠共烧的方式烧结成多层材料。 烧结温度可高达1000℃以上。 层间结合力差、烧结过程中内部污染物挥发以及烧结过程控制不当都可能导致分层。 分层与空洞和裂纹类似,是多层陶瓷电容器的重要固有缺陷。
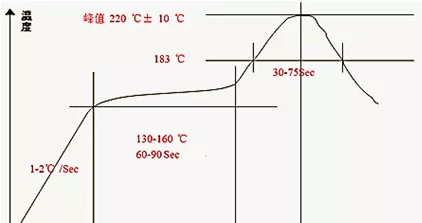
回流焊(SMT)工艺的改进
工艺选择时应更多考虑MLCC的温度特性和尺寸,避免热应力造成缺陷。 例如1210以上的大尺寸MLCC在选择焊接工序时不适合波峰焊,因为大尺寸电容导热设计不如小尺寸电容导热设计,容易造成电容发热不均匀,从而产生破坏性压力。 一旦确定焊接方式为波峰焊或回流焊,应注意设备的温度曲线设置,温度曲线应由授权的工艺技术人员进行设置、验证、修改和发布。 参数设定时,跳跃温度不应大于150℃,温度变化不应大于2℃/秒,预热时间应大于2分钟,焊接时不能采取辅助冷却设备,应自然冷却。随着炉温冷却。
MLCC失效检测方法
对于外部缺陷,通常采用显微镜下手动目视检查或自动外观分选设备。 内部微小缺陷一直是MLCC检测的难点之一,严重影响产品的可靠性,但又很难发现。 超声波探伤方法可以更准确地检测MLCC内部缺陷,从而筛选出不良品,提高MLCC的击穿电压和高电压可靠性。
利用超声波的穿透和反射(表面波和底波)特性来检测物体中的缺陷。 通过超声波探伤仪准确查出MLCC生产内部缺陷的微观缺陷,并可以确定缺陷的位置,进一步分析研磨情况,对于发现内部缺陷的产品,采取整批报废处理,表明超声波检测方法在MLCC内部缺陷的检测中,决定着其有效性和可靠性。
正常样品:样品扫描照片整体颜色为黄绿色,表明样品本体显示正常。 部分样品边缘出现红蓝颜色是由于样品边缘面高度不均匀造成的,属于正常现象。 异常样本:样本本体颜色会出现红色和蓝色,然后对可疑样本再次进行扫描确认。
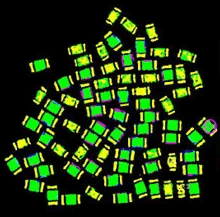
超声波扫描图像
其他元器件和芯片的失效分析
失效分析不仅适用于MLCC,也适用于其他电子元件和IC。 电子元器件的生产和使用对产品的失效分析都具有重要的意义,通过分析工艺废品、早期失效、试验、测试失效、以及失效样品,分析确认失效模式、失效机理,明确失效原因原因,提出预防对策,以减少或避免故障再次发生。
常见 IC 故障模式
失效模式:静电损伤、金属电迁移、芯片键合失效、过电应力损耗、精神疲劳、热应力、电迁移失效、物理损伤、塑料封装失效、引线键合失效。
- 电气特性测试:通常用于失效分析的初始阶段,目的是了解样品的电气参数或功能失效状态,方便为进一步分析做准备。
- 观察测量:通过观察IC的外/内外观及结构,确认IC的异常部位及具体情况。 此类测试通常与 DPA(破坏性物理分析)结合使用。
- DPA破坏性测试:通过液体侵蚀、机械损伤、激光切割等破坏方式,定位并呈现IC内部的具体失效位置。
- 可靠性测试:是利用各种环境测试设备模拟高温、低温、高温、高湿、温度变化的气候环境,验证IC的寿命和性能稳定性。
结论:MLCC是一种新型电子元件,是电子信息产品的必备元件之一; 广泛应用于各种军用、民用电子产品的各种电路中。 因此,MLCC的组装和焊接质量控制尤为重要。 所以产品的可靠性不仅是设计的,更是生产的,检验只能验证产品的可靠性,不能提高产品的可靠性; 产品设计、生产技术和过程控制是实现高可靠性MLCC组装的三个基本途径。