
AOI检测仪测试工作原理
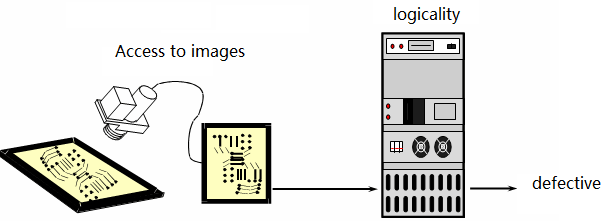
AOI在SMT加工中的应用有多种形式,但其基本原理是相同的(如图1所示),将待测物用光学仪器进行图形化,通常通过传感器(摄像头)照明、数字化等方式获得测试图形,并以某种方式进行比较、分析、测试和判断,相当于人工目视检查,自动、智能测试。
图1、AOI基本原理示意图
AOI的算法
AOI分析判断算法可分为设计规则测试(矢量分析)和图形识别测试两种。
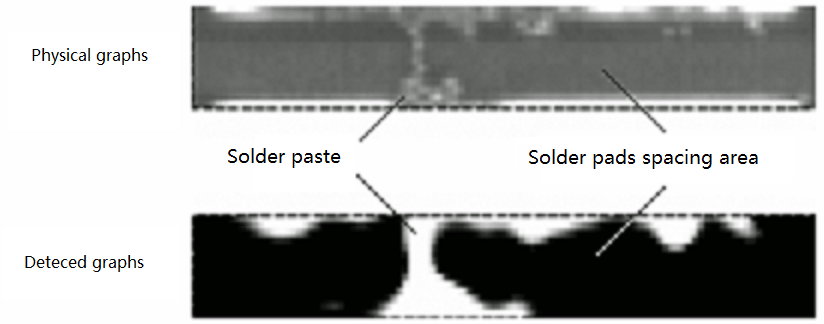
矢量分析根据一些给定的规则来检测图形。 例如,所有走线应为焊点末端,所有走线宽度和间距不得小于规定值并匹配规则来检测PCB电路图形。 图2是基于该方法的焊膏桥接的测试图像。 提取PCB上焊膏的数字图像后,根据焊盘间隔区域焊膏的形态来判断焊膏是否桥接。 如果按照一定灵敏度测得的焊膏形状超过预设的警戒线,则认为是桥接。 DRC方法具有基于算法保证被测图形正确性、相应AOI系统易于制造、算法逻辑高速处理容易实现、程序编辑量小、数据空间小等特点。 但该方法确定边界的能力较差,因此往往需要设计具体的方法来确定边界位置。
图2、检测到锡膏桥连接图
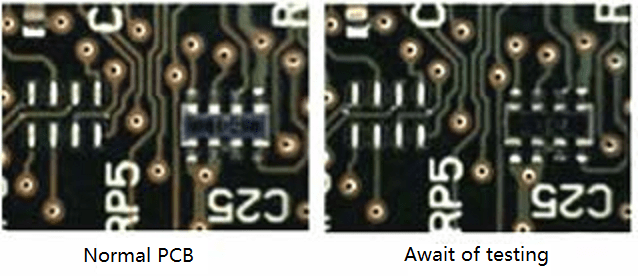
图像比对是将AOI系统中存储的数字图像与实际检测图像进行比对,从而得到检测结果。 例如,在检测PCB电路时,首先根据正常的PCB或计算机辅助设计模型建立测试文件(标准数字图像)和测试文件(实际数字图像)进行比较。 图3显示了利用这一原理对组装好的PCB进行质量检查。 该方法的检测精度取决于所使用的标准图像、分辨率和检测程序,可以获得较高的检测精度,但具有数据采集量大、数据处理实时性要求高的特点。 图形识别方法用设计数据代替矢量分析中的设计原理,具有明显的实用优势。
图3、图像识别与对比度检测
AOI在SMT制程中的应用
在SMT中,AOI主要应用于锡膏印刷检查、元件检查、焊接后元件检查。 不同环节的检测侧重点也不同。
1)焊接缺陷的种类较多,可分为焊盘上锡膏不足和锡膏过多; 大焊盘中部缺焊膏,小焊盘边缘部分焊膏过多; 造成印刷偏移、桥连、污染等。产生这些缺陷的原因包括锡膏流变性能不良、钢网厚度和孔环形加工不当、印刷机参数设置不合理、精度低、刮刀材料和硬度选择不当等。 AOI可以有效监控锡膏的印刷质量并分析缺陷的数量和类型,从而改进印刷工艺。 该功能与SPI部分重叠,但AOI对锡膏深度的检测不如SPI且精度较低,因此UETPCB采用SPI进行锡膏印刷质量检测。
2)元件贴装对设备精度要求较高,常见的缺陷有漏、错、偏、极性反等。AOI测试可以检测以上缺陷,同时检查所连接的焊盘上的锡膏情况。紧密间距和 BGA 元件。
3)回流焊接后,AOI可以检测元件缺失、偏移和歪斜,以及所有极性缺陷,以及焊点正确性和焊膏不足、焊接短路、翘脚等缺陷。
虽然AOI比人工检测效率更高,但结果是通过图像采集和分析处理获得的,而图像分析处理的相关软件技术尚未达到人脑水平。 因此,在实际使用中的一些特殊情况下,AOI难免出现误判或漏判的情况。 AOI使用中存在的问题如下:
- a) 多贴、少贴、偏差、歪斜的工艺要求标准定义不同,容易导致误判。
- b) 电容值不同,但尺寸和颜色相同。
- c) 由于丝印加工方法不同,极性判断的正确性有很大差异。
- d) 大部分AOI对不良焊接的认识比较模糊,导致判断困难。
- e) 屏蔽环、屏蔽点检测存在问题
- f) BGA、FC等倒装元件的焊接质量难以检测。
- g) 大多数AOI程序复杂、繁琐、调整时间长,不适合科研单位、小型OEM工厂、多规格、小批量产品的生产单位。
- h) 大部分AOI产品检测速度较慢,少数采用扫描方式的AOI产品检测速度较快,但误判、漏判率较高。